


Con la diffusione dei portali Web in grado di offrire servizi di stampa digitale per una vasta gamma di prodotti, dall’etichetta al manifesto, si è fatta più forte la necessità di creare il file in modo corretto. Saxoprint ha fatto propria questa esigenza con una serie di tool software gratuiti a disposizione dei propri clienti, integrati con la linea di stampati ordinabili sul sito.
È difficile dare la definizione di file corretto, pronto per la stampa, perché sono molte le variabili coinvolte. Bisogna però riconoscere che oggi la definizione più diffusa è quella che recita: un file è corretto quando supera la fase di controllo (preflight) finalizzata al tipo di stampa previsto.
Questo è senz’altro vero ed è il punto su cui si sono focalizzati quasi tutti i portali di W2P; infatti il servizio di controllo è offerto come opzione a pagamento e consente di rilevare alcuni dei problemi che più compromettono la qualità finale dello stampato come per esempio la risoluzione delle immagini, la mancanza delle font, la presenza di colori speciali.
Saxoprint ha affrontato il problema anche da un altro punto di vista finalizzato a fornire al proprio cliente un ambiente preconfezionato in funzione dei prodotti stampati che si possono ordinare. La soluzione proposta è interessante e più completa rispetto ad altre che si limitano a fornire dei template da richiamare all’interno dei software autore in uso dal grafico.
Come funziona
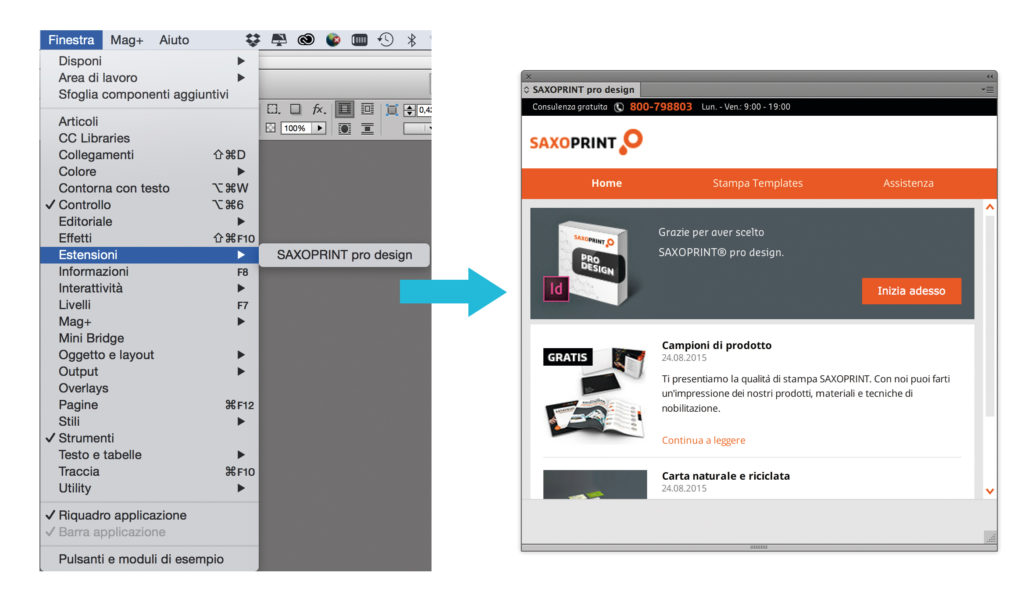
L’idea di Saxoprint, azienda che conta sette sedi in Europa e processa più di 3.500 commesse al giorno, è stata quella di sviluppare un add-on per InDesign, in pratica un modulo software che una volta scaricato dal sito di Adobe si installa all’interno del programma abilitando una palette di comandi. Con Saxoprint pro design, questo il nome dell’add-on, è possibile richiamare dall’interno del software stesso, in modo immediato e intuitivo, tutti i template di stampa dei prodotti acquistabili sul sito. All’interno di ciascun template sono pre-impostati molti dei parametri rilevanti per la stampa come il formato, comprensivo di abbondanza, le indicazioni della posizione delle pieghe, la sequenza delle pagine. Questo approccio risulta molto utile quando il potenziale cliente crea una pubblicazione ex-novo e, usando l’add- on, può fin dall’inizio della lavorazione avere già le impostazioni corrette e finalizzate per lo stampato finale.
L’add-on si usa tramite una palette che si attiva con il comando Finestra>Estensioni; la palette è intuitiva da usare e prevede tre aree che consentono di accedere alla creazione guidata dei template, alla schermata di aiuto e alle informazioni generiche sui servizi offerti da Saxoprint.



Creare un documento
Per provare l’add-on la cosa migliore è creare una pubblicazione simulando un caso reale.
Dopo aver aperto la palette Saxoprint pro design viene richiesto di specificare il tipo di prodotto che si vuole realizzare scegliendolo da una lista di stampati che corrispondono al catalogo dell’azienda. La scelta è guidata e richiede di specificare la categoria e poi il prodotto; in seguito è necessario specificare il formato e il numero di pagine che comporranno la pubblicazione.
Una volta terminata la selezione di tutti i parametri viene creato un documento senza nome e completo di tutte le informazioni necessarie alla gestione del file in funzione della stampa che si vuole ottenere. Nel caso il prodotto scelto sia un libro i file creati saranno due: uno per la copertina e uno per l’interno. Ogni file è strutturato a livelli e si presenta con delle informazioni che dovrebbero guidare il grafico nella fase di realizzazione; è quindi consigliato visualizzare subito la palette dei livelli di InDesign e posizionare il proprio contenuto sul livello di nome «il mio livello». Comunque per chi volesse approfondire la struttura dei template e il loro utilizzo sul sito di Saxoprint sono a disposizione delle guide tecniche.
Con il file ottenuto il grafico può iniziare a impaginare, personalizzando l’ambiente stilistico. I segni sulle pagine aiuteranno a rispettare le regole; sono sempre evidenziate le aree dove è consigliato non posizionare alcun grafismo importante (sono le aree di sicurezza) e l’area riservata per l’abbondanza. In particolare su stampati con layout complessi le aree evidenziate sono molto utili e facilitano il lavoro del grafico.
Controllo e invio del file
La fase finale della lavorazione del file prevede la generazione del file di stampa, la preparazione dell’ordine e l’invio del file al portale Web. Saxoprint accetta file in formato PDF, JPG, TIFF, EPS, PS (PostScript). Nella guida è suggerito di fornire PDF in versione 1.3 per evitare potenziali problemi legati all’interpretazione degli effetti di trasparenza mentre i TIFF devono essere a unico livello. Il servizio di verifica preliminare del file è offerto in due modalità: verifica base e verifica professionale. La prima modalità è gratuita e applicata a tutti i file forniti mentre la seconda è più approfondita e a pagamento.
Consultando la documentazione sul sito è possibile vedere i dettagli dei controlli per ciascuna modalità; poiché il controllo inerente la risoluzione delle immagini è presente solo nella modalità professionale è consigliabile attivarla in presenza di stampati dove la componente grafica è rilevante. Pensiamo a dei cataloghi di prodotti dove sulle pagine sono presenti immagini, in questi casi il costo del servizio è minimo rispetto al valore dello stampato e può evitare la compromissione in termini di qualità.
Se vengono rilevati dei problemi durante la verifica preliminare, Saxoprint invia un’email all’indirizzo specificato nella fase di ordine. L’email è ben fatta: espliciti i riferimenti all’ordine, chiare le spiegazioni dei problemi e il flusso da seguire per inviare nuovamente il file una volta corretto.
La nostra prova ha messo in evidenza i vantaggi dell’add-on che contribuisce in maniera determinante alla creazione di file in linea con l’offerta di stampati di Saxoprint, soprattutto dal punto di vista dei formati e della posizione dei grafismi in funzione dell’allestimento finale. Per prodotti particolari, come raccoglitori, etichette, banner, i template richiamabili sono di grande aiuto e consentono anche ai neofiti della grafica di arrivare a creare stampati corretti nelle misure.


Non è da trascurare la comodità di poter scegliere il template dall’interno di InDesign evitando lunghe ricerche nei meandri del sito Web, soprattutto in considerazione del fatto che il grafico è guidato passo passo nella scelta del modello più idoneo e sicuramente ordinabile sul portale. Ed è anche questo un punto a favore dell’add-on, perché se è vero che impone uno sforzo iniziale di comprensione del template e di come inserirvi i grafismi, di certo garantisce che il file prodotto sia ordinabile e stampabile. Chi usa i servizi di W2P avrà senz’altro affrontato almeno una volta il problema di voler ordinare uno stampato le cui dimensioni non rientrano in quelle previste dal catalogo del portale Web; aggirare il problema è possibile accettando il compromesso di «scalare» tutto il file. Usando invece fin dall’inizio Saxoprint pro design questo problema è superato facilmente.









 & Frank Mallozzi (EFI)")











 Le
Le 
 3DZ ha offerto tutta la sua professionalità e gli strumenti adatti per consentire di dare forma alle nostre idee. Sono moltissimi gli ambiti, come sottolinea l’amministratore di Eliofossolo, che possono trarre vantaggi da questa tecnologia: dal mondo dell’architettura a quello della fornitura di gadget personalizzati, dai designer che hanno bisogno di toccare con mano il prototipo del progetto prima di entrare nella produzione ai progettisti industriali, fino ai privati che possono stampare le proprie idee in 3D.
3DZ ha offerto tutta la sua professionalità e gli strumenti adatti per consentire di dare forma alle nostre idee. Sono moltissimi gli ambiti, come sottolinea l’amministratore di Eliofossolo, che possono trarre vantaggi da questa tecnologia: dal mondo dell’architettura a quello della fornitura di gadget personalizzati, dai designer che hanno bisogno di toccare con mano il prototipo del progetto prima di entrare nella produzione ai progettisti industriali, fino ai privati che possono stampare le proprie idee in 3D.



