È stato presentato in anteprima mondiale a drupa: Rob, dal design molto compatto potenzia ogni stampante flatbed swissQprint con il caricamento dei materiali in automatico. L’automazione ottimizza l’utilizzo e, di conseguenza, aumentano la produttività e i guadagni.
drupa 2016, Düsseldorf: ignaro del trambusto della fiera che si sta svolgendo intorno a lui, Rob ha lavorato in modo impeccabile e senza sosta. Davanti a uno stupito pubblico, il nuovo robot ha dimostrato in cosa consiste la stampa non presidiata di swissQprint: ha caricato con precisione migliaia di pannelli sulla stampante Impala 2 e li ha delicatamente rimossi dopo la stampa.
Lavorando all’unisono con la stampante, Rob manovra i pannelli senza supervisione e porta a termine lavori ripetitivi. L’operatore guadagna così tempo per altri compiti e ha meno ore di lavoro. Nonostante l’utilizzo della stampante aumenti e venga ottimizzato il tempo di consegna, il rapporto tra ore lavorative e vita privata resta lo stesso. Il potenziamento del carico ha inoltre un impatto positivo sui guadagni, anche perché né il robot né la stampante richiedono il pagamento degli straordinari per il lavoro notturno e festivo.
Indipendente e sempre disponibile. Rob è pronto a partire con il lavoro in meno di dieci minuti. L’operatore deve solo agganciarlo al piano di stampa della stampante, dopo di che Rob si auto inizializza e si connette al software, il quale controlla sia lui che la stampante. Se l’operatore durante la giornata ha bisogno di concentrarsi su altri compiti, prendersi una pausa o andare a casa la sera, può affidarsi senza remore al team stampante/robot. In qualsiasi momento del giorno e della notte questo team porta avanti il lavoro con precisione ed efficienza. E, dopo che il lavoro è stato completato, Rob può essere riposto in un angolo dell’azienda.
Libertà e sicurezza. Rob è capace di movimentare diversi tipi di materiale. In questo modo swissQprint garantisce come sempre agli stampatori una grande libertà di scelta tra le applicazioni. Inoltre, anche con Rob in azione, la stampante resta accessibile all’operatore. La sicurezza è garantita da sensori che monitorano il raggio d’azione del robot e lo fa rallenta se qualcuno o qualcosa si avvicina. E, in caso di contatto, si ferma immediatamente.
Soluzione modulare. SwissQprint si è impegnata nel fornire soluzioni adatte a tutti i suoi clienti. Il robot è infatti completamente integrabile con tutti i modelli di stampantiswissQprint. Gli stampatori che hanno già acquistato una swissQprint possono aggiungere il robot successivamente.
Una risoluzione maggiore del 50%
SwissQprint ha stupito i visitatori di drupa con una nuova modalità di stampa che può vantare i dettagli più fini e la più brillante riproduzione dei colori. Gli addetti ai lavori parlano anche di una gamma di colori molto più estesa e del migliore risultato mai raggiunto da una stampante inkjet UV. Gli spettatori si sono infatti trovati davanti a una qualità molto vicina a quella fotografica. Ecco le caratteristiche di questa nuova modalità di stampa: goccia da 9 picolitri per una risoluzione massima di 1.080×1.080 dpi, che aumenta del 50% la precedente risoluzione massima di swissQprint.
Questa risoluzione maggiore incontra il favore degli stampatori digitali e dei provider di servizi fotografici così come degli studi di reprografia perché risulta essere ideale per le riproduzioni di fine art, backlit e per il droptix, l’esclusivo effetto 3D di swissQprint. L’alta risoluzione, l’intensità del colore e la nitidezza dei contorni giocano un ruolo cruciale nei tre ambiti lavorativi che abbiamo appena citato. Coloro che padroneggiano queste caratteristiche guadagnano un sostanziale vantaggio rispetto alla concorrenza. Che è esattamente ciò che swissQprint vuole per i suoi clienti.
Xerox ha annunciato i nomi delle nuove aziende che verrano create in seguito alla separazione in due aziende quotate indipendenti.
L’azienda che si occuperà di Business Process Outsourcing prenderà il nuovo nome di «Conduent, Inc.», mentre il nome «Xerox Corporation» verrà mantenuto dall’azienda dedicata alla Document Technology, che comprende la produzione di stampanti per l’ufficio e per la produzione.
«Conduent comincerà il suo nuovo capitolo come azienda indipendente con un nome che comunica l’attività essenziale che svolgiamo ogni giorno,» ha dichiarato Ursula Burns, chairman e Ceo di Xerox. «Conduent è ben posizionata per costruire sulla base della sua importante storia di leader nei business process services e porterà con sé i valori e la cultura di innovazione, diversità e integrità di Xerox.»
Premio alla qualità di stampa flessografica ideato e promosso da Atif, Associazione Tecnica Italiana per la Flessografia, e rivolto a stampatori e converter italiani, la novità 2016 è rappresentata dalla riformulazione e dall’ampliamento delle categorie previste: due sono state ridefinite per allinearle alle categorie internazionali (stampa flexo post print su cartone ondulato patinato e stampa flexo post print su cartone ondulato kraft), anche se nella sostanza non differiscono dalle precedenti; sono state invece aggiunte «stampa flexo preprint su carta/cartoncino banda extra large» (stampa di grandi dimensioni su carta/cartoncino da applicare su cartone ondulato), «uso combinato della stampa flexo» e «uso creativo del processo flessografico».
Inoltre anche nell’edizione italiana, come già avviene in numerosi premi nazionali di altri Paesi europei, viene prevista da quest’anno l’assegnazione del Best in Show, ossia il migliore lavoro in assoluto, indipendentemente dalla categoria in cui è stato candidato.
È stato riconfermato il patrocinio di Assografici, di cui Atif è socio aggregato, e di alcuni dei suoi principali Gruppi di Specializzazione che si avvalgono di questo processo di stampa, nonché il supporto di altre Associazioni di filiera e delle principali testate del settore grafico e cartotecnico trasformatore coinvolte nel progetto in qualità di Media Partner.
Anche quest’anno la Giuria sarà presieduta da Emilio Gerboni (Atif) che valuterà i lavori insieme a Stefano d’Andrea (Atif), Mario Maggioni (ICR), Angelo Mazzacani (Selection) e Claudio Rimondi (Coop).
I&C, Kodak, Lohmann, Sun Chemical e Uteco hanno già formalizzato il loro supporto al premio.
Per ciascuna categoria saranno selezionati i tre lavori migliori che otterranno così una «nomination». I vincitori di ciascuna categoria verranno ufficializzati e premiati in occasione di un’apposita serata in programma il 22novembre a Bologna, giorno precedente il Flexo Day 2016.
Sul sito di Atif è disponibile il bando completo in formato pdf editabile.
Le nuove norme garantiscono la veridicità dei dati di bilancio, favorendo la concessione di credito da parte delle banche. Rappresenta un vero e proprio giro di vite il nuovo regime penale previsto per il reato di false comunicazioni sociali introdotto con la legge anticorruzione n. 69/2015, entrata in vigore lo scorso 14 giugno 2015. Le disposizioni troveranno applicazione esclusivamente per i fatti posti in essere da tale data e pertanto i bilanci interessati, salvo casi particolari, saranno quelli riferiti all’anno 2015.
Le norme precedentemente in vigore, riconducibili essenzialmente agli articoli 2621 e 2622 del codice civile, che avrebbero dovuto funzionare da deterrente per la commissione del reato, di fatto non venivano mai applicate. Di qui la necessità di rivedere la materia, disciplinandola con nuove norme che fossero non solo più severe ma che garantissero la veridicità dei dati di bilancio, affinché si possa favorire la concessione di credito da parte delle banche (che non temeranno la perdita totale o parziale degli importi concessi) e la maggiore liquidità stimolerà l’attività e la libera concorrenza tra imprese.
Gli elementi del reato
Il reato di false comunicazioni sociali impropriamente conosciuto come «reato di falso in bilancio» è disciplinato dagli artt. 2621 c.c. (false comunicazioni sociali) e 2622 c.c. (false comunicazioni sociali in società quotate) che prevedono la punibilità di amministratori, direttori generali, dirigenti preposti alla redazione dei documenti contabili societari, sindaci e i liquidatori qualora, consapevolmente, al fine di conseguire per sé o per altri un ingiusto profitto, alterano i seguenti documenti contabili:
Bilanci
Relazioni (che nel silenzio della legge si presumono relazioni dell’organo amministrativo ovvero del Collegio sindacale)
Comunicazioni sociali dirette ai soci o al pubblico previste per legge.
Gli elementi che caratterizzano la fattispecie di false comunicazioni sociali sono quindi da individuarsi nella necessaria intenzionalità (dolo) di ingannare i soci o il pubblico e la contestuale finalità di conseguire per sé o per altri un ingiusto profitto.
Da un punto di vista materiale tali reati possono realizzarsi attraverso due distinti comportamenti:
la precisazione nei documenti contabili di fatti materiali non veritieri;
l’omissione d’informazioni sulla situazione economica, patrimoniale o finanziaria della società (che dovrebbero per legge essere al contrario indicati nei bilanci).
La qualificazione del reato e la punibilità
L’intervento riformatore ha apportato significative modifiche, prima fra tutte quella relativa alla qualificazione del reato previsto come delitto e quindi per il quale sono da applicare pene (detentive ovvero pecuniarie) più gravi rispetto al passato. Salvo per le imprese che per legge non possono essere dichiarate fallite (perché non superano determinate soglie previste dalla legge fallimentare) i soggetti che commettono il reato sono perseguibili d’ufficio, quindi non è necessario che la persona offesa (ovvero colui che ha subito un danno dal reato) sporga regolare denuncia-querela, ma è sufficiente che l’illecito venga portato e/o sia a conoscenza dell’autorità giudiziaria. Il reato è stato altresì trasformato da reato di danno (ovvero perseguibile solo nel caso in cui il reato avesse effettivamente procurato un danno), a reato di pericolo, nel quale la punibilità è prevista se il comportamento dell’autore del reato, anche senza produrre necessariamente un danno, mette in pericolo il bene tutelato dalla norma incriminatrice (identificato dalla legge nella trasparenza della informazione societaria). Tale mutamento non è privo di effetti considerando che nei reati di pericolo la tutela penale viene anticipata a un momento antecedente al verificarsi del danno.
Le pene
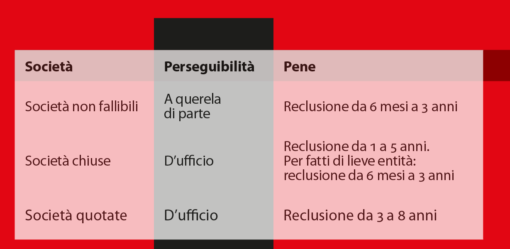
Le novità introdotte con la riforma del 2015 hanno comportato altresì un inasprimento delle pene, le stesse comunque variano a seconda della dimensione ed eventuale quotazione in borsa delle imprese.
Società non fallibili: è prevista la pena della reclusione da sei mesi a tre anni.
Società non quotate: la pena prevista è la reclusione da uno a cinque anni (anziché l’arresto fino a due anni prevista nella previgente disciplina).
Società quotate: la pena prevista è la reclusione da tre a otto anni (anziché da tre mesi a sei anni indicata nella previgente disciplina). Limitatamente alle società quotate la legge prevede la facoltà in capo all’autorità giudiziaria, che indaghi su soggetti che si ritenga possano aver commesso il reato, di intercettare le comunicazione scritte e/o le conversazioni telefoniche.
Inoltre gli autori dei reati disciplinati dagli articoli 2621 e 2622 cod. civ. potranno essere colpiti da pene accessorie tra le quali si indicano il divieto temporaneo di esercitare determinate attività professionali o imprenditoriali. L’inasprimento delle pene irrogate ha comportato altresì un aumento del termine di prescrizione (ossia del periodo di tempo necessario per l’estinzione del reato) che è passato:
per le società non fallibili e per le società non quotate da quattro anni a sei anni;
per le società quotate da sei annia otto anni.
Con la riforma del 2015 sono stati inoltre introdotti gli art. 2621 bis e ter del codice civile che prevedono alternativamente delle attenuanti da un minimo di sei mesi a un massimo di tre anni, qualora i fatti siano di lieve entità tenuto conto della natura e delle dimensioni della società nonché delle modalità e degli effetti della condotta lesiva (ovvero la non veridicità delle informazioni o la omissione delle stesse sia di poca rilevanza); ovvero delle ipotesi di non punibilità qualora i danni procurati dal reato siano di particolare tenuità.
L’eliminazione del riferimento alle valutazioni di stima e alle soglie di non punibilità
Con la novella legislativa si è assistito a un drastico cambio di rotta sulla punibilità delle valutazioni poste in essere dalle imprese sulle voci di bilancio (magazzino, crediti, immobili, cassa). Nella precedente normativa le stesse assumevano rilevanza ai fini della configurabilità del reato di false comunicazioni sociali qualora il fatto era conseguenza di valutazioni estimative che singolarmente considerate differivano in misura superiore al 10% da quella corretta. Al contrario nell’attuale disciplina sono state eliminate le percentuali di tolleranza delle difformità valutative delle poste di bilancio, le improprie valutazioni di stima sono state qualificate come illeciti di carattere civilistico e pertanto è stata ridotta drasticamente l’applicazione delle norme sul predetto reato. La riforma ha modificato altresì la disciplina relativa all’applicazione delle soglie di rilevanza delle false comunicazioni sociali che escludevano la punibilità di coloro che indicavano dati falsi o omettevano di indicare dati che per legge erano obbligatori, quando le falsità o le omissioni determinavano una variazione del risultato economico di esercizio al lordo delle imposte non superiore al 5% o una variazione del patrimonio netto non superiore all’1%. L’eliminazione di tali soglie nella nuova normativa comporterà un incremento dei casi punibili.
Falso in bilancio: reato societario e fallimentare
Come abbiamo detto l’omissione di fatti materiali rilevanti la cui comunicazione è imposta dalla legge sulla situazione economica, patrimoniale, finanziaria della società o del gruppo di appartenenza comporta il perfezionarsi del reato. Tali atteggiamenti si verificano con una buona frequenza nei casi di imprese in stato di crisi che, omettendo ovvero falsificando le informazioni di bilancio per fornire un’immagine artefatta dello stato della impresa, cercano di evitare il fallimento.
La riforma tuttavia ha determinato nel caso di fallimento un concorso dei reati di “falso in bilancio” e di bancarotta fraudolenta disciplinato dall’art. 223 della Legge Fallimentare.
In buon sostanza chi espone nelle comunicazioni sociali dei fatti materiali non corrispondenti al vero ovvero omette di dichiarare quanto per legge è previsto in bilancio potrà essere condannato per entrambi i reati, qualora il dissesto della società e la dichiarazione di fallimento siano conseguenza diretta del comportamento falsificatore posto in essere dagli amministratori, direttori generali, dirigenti o altri soggetti preposti alla redazione dei documenti contabili e sempre che tali atteggiamenti siano anteriori e abbiano determinato il dissesto finanziario della società.
Eseguire una prova di verniciatura prima di procedere nella lavorazione definitiva è utile per evitare spiacevoli sorprese, come per esempio ritrovarci con un risultato con caratteristiche cromaticamente indesiderate. Ciò richiede una conoscenza oggettiva (misurabile) e prevedibile, del colore, che coinvolge stampa e prestampa allo scopo di raggiungere un unico obiettivo qualitativo condiviso. L’improvvisazione nulla ha a che fare con la qualità.
Cosa accade cromaticamente quando verniciamo una stampa policroma? È una domanda che spesso si sente e viene posta dagli addetti che operano sia direttamente che indirettamente nel mondo della stampa. A volte c’è chi si sorprende del cambiamento talmente evidente che la verniciatura esercita sulla stampa, che l’esito risulta essere diverso da quello previsto. Attenzione: il risultato, se non conosciuto, può sembrarci bello o brutto, gradevole o sgradevole, caldo o freddo… Non possiamo permetterci di sperare che tutto vada bene, occorre la certezza.
Sappiamo che qualcosa cromaticamente cambia, ma che cosa? Siamo in grado di conoscere preventivamente quale sarà il risultato della stampa con la verniciatura realizzando una prova colore dedicata?
È la risposta che ci proponiamo di fornire con questa ricerca, iniziando a identificare primariamente l’obiettivo in funzione del quale sono state programmate le operatività sequenziali, i tipi di verniciatura da utilizzare in funzione della tecnologia applicata, il supporto, l’inchiostro e le altre componenti di stampabilità che di seguito verranno elencate.
Il presupposto primario è quello di non lasciare nulla al caso ma conoscere esattamente, quando è possibile misurando, come è stato realizzato lo stampato e la successiva verniciatura, per essere capaci di ripeterlo in modo ottimale in caso di ristampa o stampa di un nuovo prodotto con le stesse caratteristiche.
La verniciatura nobilita lo stampato
La verniciatura è un trattamento superficiale che utilizza vernici di varia tipologia e di effetto diversificato in funzione del procedimento di stampa e della tipologia di essicazione. Può essere effettuata in linea o fuori linea, come nel caso specifico di seguito esposto. La verniciatura viene eseguita generalmente sul supporto stampato; può essere trasferita su tutta la superficie del foglio e/o può essere stampata solo su parti dell’immagine o della superficie (verniciatura a zona) con diversi procedimenti ed effetti. La funzione della verniciatura è duplice: elemento nobilitante dello stampato o rivestimento protettivo dei grafismi da eventuali ditate, graffi e segni indesiderati. In particolare quella opaca viene utilizzata per proteggere la stampa da «sporchi» dovuti principalmente a pigmenti liberi dell’inchiostro per sfregamento di un foglio sull’altro o per una eccessiva pressione durante il taglio o lavorazioni di allestimento successive.
Sempre più la verniciatura viene utilizzata perché abbellisce lo stampato e lo evidenzia rispetto ad altri prodotti. Attualmente i cambiamenti tecnologici determinano innovazione, nuove sfide e nuove opportunità; le innovazioni tecnologiche aumentano la nobilitazione dello stampato utilizzando sia le fasi di lavorazione analogiche che digitali, integrandole nella loro predisposta flessibilità. Propongono un prodotto che si differenzi e si evidenzi nella moltitudine di stampati che quotidianamente ci circondano, sia a livello ottico, che tattile e di odorato, attribuendo alla verniciatura un valore aggiunto sempre più utilizzato.
Step by step: la forma test
Ogni forma test è realizzata in funzione dell’obiettivo da ottenere e dei dati da conoscere, confrontare e approfondire. Non esiste una forma test standard che possa essere utilizzata per rilevare tutti gli elementi indispensabili atti a valutare eventuali inconvenienti che si possono verificare durante la stampa o difettosità già presenti.
Esistono forme test, quale per esempio la forma test di stampa di Taga Italia, che danno la possibilità di rilevare e valutare complessivamente la qualità di stampa realizzata da una macchina.
Nel caso specifico, la Forma Test Italia Grafica utilizzata per la stampa e successiva verniciatura, è stata realizzata in funzione degli elementi da rilevare per analizzare le differenze cromatiche.
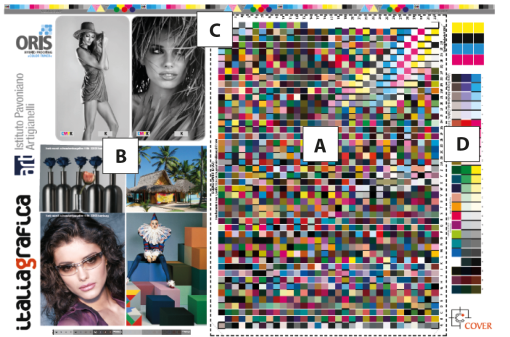
La forma Test Italia Grafica è formata dai seguenti elementi (figura 1)
Test chart formata da n° 1504 elementi cromatici per generare il profilo colore tramite la loro lettura spettrofotometrica.
Immagini significative note, delle quali si conosce il risultato visivo cromatico, che «aiutano» l’operatore a comprendere il corretto bilanciamento cromatico dell’immagine stessa.
Scala Controllo Spettrodensitometrico contenente gli elementi atti a rilevare oggettivamente i parametri che garantiscono uno stampato qualitativamente ottimale, riproducibile entro determinate tolleranze quali densità, aumento del punto, contrasto di stampa K, eventuali imperfezioni del punto ecc.
Scala di Controllo Ugra/Fogra-Medienkeil-CMYK-TIFFV3.0a Proof per verificare la corretta riproduzione cromatica della prova colore in funzione delle esigenze specifiche richieste dal committente.
Figura 1. La formatest di Italia Grafica.
Sequenzialità operativa
Cerchiamo ora di comprendere l’influenza cromatica della verniciatura sia lucida che opaca sul foglio precedentemente stampato.
Esecuzione della stampa lito offset della forma test su carta patinata lucida 150 g/m2 nelle condizioni note (Vedi in particolare le Condizioni di stampabilità di seguito descritta).
Generazione del profilo colore tramite la lettura spettrofotometrica degli elementi della test chart contenuta nella forma test. Tale profilo è generato dalla media di più test chart. Nel caso specifico n° 10 test chart.
Realizzazione della prova colore digitale, comparazione visiva e strumentale tramite la Scala di Controllo Media Wedge (W3) con la forma test stampata.
Esecuzione della verniciatura lucida e opaca fuori linea della forma test.
Realizzazione del profilo colore tramite la test chart verniciata sia con verniciatura lucida che opaca. Anche nel caso specifico il profilo è stato generato dalla media di più test chart.
Nel caso specifico n° 5 test chart per la verniciatura lucida e n° 5 test chart per la verniciatura opaca.
Realizzazione della prova colore digitale che simula il risultato cromatico sia del foglio stampato con verniciatura lucida che opaca e comparazione visiva delle prove colore con la forma test sia verniciata che non verniciata.
Differenze oggettive (misurate Delta L*, Delta a*, Delta b*, Delta E76.) rilevate tra stampa senza vernice e stampa con vernice lucida e opaca.
I fogli utilizzati per le rilevazioni sono stati prelevati in sequenza non a intervalli casuali, onde evitare maggiormente eventuali differenze di stampa.
Condizioni di stampabilità
Le condizioni di stampabilità rappresentano tutti gli elementi indispensabili che occorre conoscere se si vuole ottenere uno stampato ripetitivo qualitativamente ottimale, rispettandone le tolleranze note. Se non si conoscono esattamente le caratteristiche la riproduzione fedele diventa assai difficile e improbabile.
Di seguito sono elencate le condizioni di stampabilità tenute per la prova in oggetto.
Macchina da stampa: Quattro colori (f.to 35×50 cm)
Sequenza di stampa: Nero/Ciano/Magenta/Giallo
Tipo di retino: tondo
Lineatura del retino: 64 linee/cm
Curva applicata al ctp: lineare per tutti i colori
Tipo di carta: patinata lucida senza pasta legno per stampa offset a foglio, grammatura 150 g/m2 e grado di lucido al 76% utilizzabile per stampati di pregio.
Tipo di Inchiostro: per quadricromia standard indicato per la stampa offset a foglio e ideale per carte patinate lucide con elevata stabilità di stampa. Conforme alla norma ISO 12647-2. Resistente agli alcool e alla miscela di solventi.
La vernice lucida utilizzata UV è a bassa penetrazione, le sue caratteristiche fondamentali sono a elevato lucido, alta scivolosità, basso assorbimento, elevata velocità di polimerizzazione, idonea per carta patinata.
La vernice opaca è del tipo litografica UV, la quale deve essere utilizzata come un comune inchiostro UV per ottenere sovrastampe a zona e conferisce agli stampati un effetto opaco satinato. Questo tipo di vernice viene utilizzata per sovrastampare inchiostri resistenti agli alcali e ai solventi.
Entrambe le verniciature sono state realizzate con essicazione UV.
Le due diverse tipologie di verniciatura sono state eseguite sulla stessa macchina offset bicolore formato 70×100. La verniciatura lucida è stata stampata sul secondo elemento con verniciatore tipo flexo (thesis) utilizzando una quantità di vernice spalmata indicativamente di 4-5 g/ m2, mentre la vernice opaca, essendo da calamaio, è stata stampata nel primo elemento. La quantità di quest’ultima varia indicativamente dai 3 ai 5 g/ m2.
Entrambe le verniciature sono state eseguite a secco, senza l’ausilio della soluzione di bagnatura, e l’essicazione UV è stata eseguita con un forno a tappeto fuori macchina di circa 6 metri di lunghezza (figura 2).
Per un corretto utilizzo di tutti i prodotti sopraelencati come per tutti i prodotti e materiali che normalmente vengono utilizzati in fase produttiva, l’operatore deve sempre consultare la scheda tecnica del prodotto, non solo per un corretto uso dello stesso ma in particolare per operare in sicurezza bensì per la salvaguardia dell’ambiente e della propria salute.
Mai ignorare tutto quanto compete alle nostre competenze e professionalità operative.
Figura 2. Forno a tappeto fuori macchina con essicazione UV.
Vernice sì vernice no
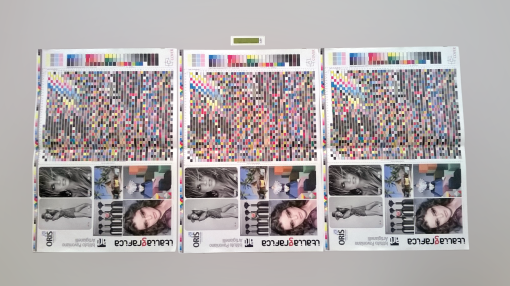
Influenza della verniciatura lucida e opaca sulla stampa: valutazione visiva (soggettiva) – Da eseguirsi utilizzando la medesima fonte luminosa (Temperatura colore 5.000 K + o – 500 K). Per compiere una valutazione visiva nelle condizioni ottimali, in modo obiettivo e non influenzabile, ho chiesto il contributo agli allievi del corso di Atelier di Comunicazione dell’Isia di Faenza. Abbiamo effettuato una valutazione visiva nella condizione di luce normalizzata 5.000 K, verificata con l’apposito strip Ugra, ponendo le tre copie una vicina all’altra su di un piano di visione grigio (acromatico), con al centro la copia non verniciata, mentre agli estremi rispettivamente la copia verniciata lucida e la copia verniciata opaca (figura 3).
Figura 3. Comparazione visiva della Forma Test Italia Grafica stampata con e senza verniciatura: da sinistra vernice lucida, stampa non verniciata e vernice opaca.
Rispetto alla copia non verniciata la copia verniciata lucida evidenzia una differenza notevole, dovuta in particolare alla brillantezza della vernice, mentre per comprendere le differenze della copia verniciata opaca occorre osservarla con molta attenzione.
La vernice lucida esalta maggiormente il contrasto nelle immagini in bianco e nero, oltre ad avere una sensazione di maggiore saturazione dei colori, questo rilevato in modo particolare nei tasselli colorati che compongono la test chart.
Nella copia verniciata opaca risulta più naturale il colore della carnagione.
Un’ulteriore considerazione sulla comparazione va svolta sul bianco carta poiché la verniciatura lucida sembra rendere più giallastro il supporto cartaceo. In particolare, per evitare questa variazione cromatica del bianco carta, è consigliabile sovrastampare un primer apposito prima di procedere alla fase di verniciatura lucida.
È altresì evidente che la scelta del tipo di verniciatura sia lucida che opaca va eseguita in funzione della tipologia delle immagini, del tipo di stampato da realizzare, delle sue caratteristiche tecniche operative, del suo utilizzo, del target che lo utilizzerà nonché delle esigenze tecniche e soggettivamente personalizzate del cliente.
La successiva valutazione visiva della Forma Test Italia Grafica è stata svolta confrontando i fogli stampati e verniciati con le rispettive prove colore; precisamente il confronto della stampa non verniciata con la rispettiva prova colore personalizzata, a stampa verniciata opaca con la rispettiva prova colore personalizzata e la stampa con verniciatura lucida con la rispettiva prova colore personalizzata. Pur se le prove colore sono state svolte utilizzando per ognuna il profilo colore rilevato sulla stampa specifica, la prova con la stampa lucida, pur se cromaticamente non differisce in modo evidente, sente della mancanza dell’effetto lucido. Nonostante ciò, avere l’opportunità di avvalersi di una prova colore eseguita con lo stesso profilo colore, risulta essere di valido aiuto per l’esito cromatico dello stampato, ed è un punto di riferimento importante e indispensabile.
Per quanto riguarda le altre due prove colore che simulano il risultato dello stampato senza verniciatura e con verniciatura opaca, il risultato visivo è da ritenersi assai simile, di conseguenza prevedibile del risultato cromatico finale con e/o senza la verniciatura (figura 4).
Figura 4. Comparazione visiva della Forma Test Italia Grafica stampata con e senza verniciatura con le rispettive prove colore: in basso confronto della stampa non verniciata con la rispettiva prova colore personalizzata, in alto confronto della stampa verniciata opaca con la rispettiva prova colore personalizzata.
Lucida oppure opaca?
Influenza della verniciatura lucida e opaca sulla stampa: valutazione oggettiva (misurabile). Strumento utilizzato per la misurazione: Spettrofotometro §(Tecnologia 0°/45°). Condizioni di misurazione: angolo di visione 2°; Illuminante D50, Modalità M0; Senza filtro polarizzatore.
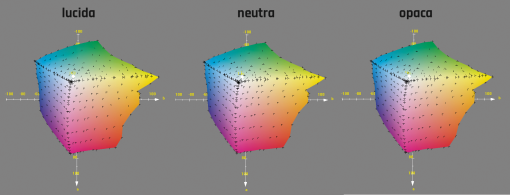
Non tutti i colori hanno lo stesso comportamento quando vengono verniciati. La figura 5 mostra i rispettivi spazi colore rilevati tramite la lettura della test chart stampata sia nel fogli non verniciati che sui fogli con verniciatura lucida e opaca. Osservando attentamente la figura è possibile prendere in considerazione le differenze, se pur minime, di ogni spazio colore. La rilevazione di ogni singolo spazio colore ha permesso di realizzare una prova colore personalizzata per ogni tipo di stampa e precisamente una prova colore personalizzata per il foglio stampato senza verniciatura, una per il foglio stampato con verniciatura lucida e una per il foglio stampato con verniciatura opaca.
Le tre prove colore hanno inoltre simulato il bianco carta del foglio utilizzato, elemento non trascurabile e di fondamentale importanza per una prova colore veritiera. La comparazione oggettiva tra il foglio stampato e la prova colore è stato eseguito rilevando i valori spettrofotometrici presenti sulla Scala di Controllo Ugra/Fogra-Medienkeil-CMYK-TIFFV3.0a Proof.
Figura 5. Lo spazio colore realizzato in modo tridimensionale delle due tipologie di verniciature lucida e opaca e dello spazio colore della copia non verniciata (neutra).
Osservando i report oggettivi (misurabili) delle rispettive prove colore con il foglio stampato e verniciato di riferimento e quello non verniciato, tutte le prove rientrano all’interno delle tolleranze com’è possibile vedere nella rispettiva tabella dei valori e dai grafici i quali evidenziano in particolare una variazione nella zona del verde, del giallo e del rosso, mentre nelle altre zone la condizione cromatica è assai equilibrata.
La stampa che presenta una maggiore variazione è riferita alla stampa con verniciatura lucida, così come confermato dalla valutazione visiva.
Misurare è garanzia di qualità
Successivamente, insieme agli allievi del corso di Atelier di Comunicazione dell’Isia di Faenza, abbiamo eseguito alcune rilevazioni, utilizzando uno spettrodensitometro manuale dell’ultima generazione, nella condizione di misurazione M0 e M1, allo scopo di verificare il comportamento del colore e l’influenza degli sbiancanti ottici presenti nella carta utilizzata per la stampa. Strumento utilizzato per la misurazione: Spettrodensitometro (Tecnologia 0°/45°). Condizioni di misurazione: angolo di visione 2°; Illuminante D50, Modalità M0 e M1; Senza filtro polarizzatore. Le rilevazioni sono state eseguite ponendo il foglio su superficie bianca (WB white backing).
L’insieme delle rilevazioni svolte hanno permesso, limitatamente all’esperienza svolta, di avere dati oggettivi i quali permettono alcune considerazioni che ci consentono di rispondere ad alcune domande in modo concreto. Osservando con attenzione i grafici ricavati dalle rilevazioni svolte è semplice comprendere come, se pur minime, vi sono differenze che possono apparire in modo diversificato nel comportamento cromatico di ogni singolo colore nell’insieme della cromaticità dell’illustrazione nel contesto dello stampato.
Un ruolo fondamentale lo assumono la carta e il colore in più che dobbiamo sempre considerare. Tale considerazione è maggiormente evidenziata nel confronto con la rispettiva prova colore ove è evidente come nelle tonalità medie l’influenza del bianco carta determini una, se pur minima, differenza.
Non dimentichiamo mai che tutto quanto noi vediamo dipende dal tipo di luce, dalle condizioni di visione dell’ambiente, dai colori circostanti, dall’umore e da tante altre variabili che, se non considerate, amplificano la diversità cromatica. Questa è una delle ragioni fondamentali di come le condizioni di visione debbano essere ripetitive utilizzando la stessa fonte luminosa normalizzata.
Il lucido e l’opaco della verniciatura amplificano una condizione che, se non controllata, può determinare spiacevoli incomprensioni sull’esito finale dello stampato.
Da sinistra Andrea Citernesi, Business Driver Gallus, Rinaldo Mattera, Regional Sales Manager di Heidelberg Italia, Marco Barban, titolare di Label Center, e Alberto Mazzoleni Amministratore delegato di Heidelberg Italia.
Da sinistra Andrea Citernesi, Business Driver Gallus, Rinaldo Mattera, Regional Sales Manager di Heidelberg Italia, Marco Barban, titolare di Label Center, e Alberto Mazzoleni Amministratore delegato di Heidelberg Italia.
Heidelberg Italia annuncia che Label Center ha acquistato un sistema per etichette Gallus ECS 340. L’ordine è stato siglato durante l’ultimo giorno di drupa, venerdì 10 giugno.
Label Center nasce come costola di Litocenter, storica azienda padovana con sede a Piazzola sul Brenta. Il titolare, Marco Barban, ha preso questa decisione per soddisfare le crescenti richieste di stampa di etichette da parte della sua clientela. «Gallus ECS 340 è il nostro primo sistema per etichette», ha affermato Barban. «L’abbiamo scelto per avere la sicurezza di poter affrontare le attuali commesse e le nuove sfide con produttività e qualità.»
Il sistema che verrà installato presso la sede dell’azienda è un sette colori completamente accessoriato e full servo, permettendo così la produzione non solo di etichette autoadesive, ma anche di film non supportati. Vanta inoltre un sistema di maniche sleeve (ovvero senza ingranaggi), che mantiene costante la qualità di stampa anche a velocità di produzione molto elevate.
La creatività deve sposarsi alla tecnica per creare un prodotto che sia stampabile. In prestampa un flusso produttivo il più possibile sicuro e automatico diventa strategico per lavorare sull’etichetta. Il primo passo consiste nell’implementare un meccanismo di ricezione file basato sul Web a cui è collegato un programma che smista i file verso il controllo preventivo dei PDF.
Il settore dell’etichetta non è passato indenne alla rivoluzione tecnologica che ha investito le metodologie di prestampa; come tutti gli altri settori, dal commerciale al packaging, c’è stato un forte cambiamento sia a livello di strumenti software che di formati.
A questo poi vanno aggiunti i profondi cambiamenti nel flusso di produzione, nel rapporto che intercorre tra aziende di stampa e clienti e l’avvento della stampa digitale che ha favorito la nascita di nuove aziende. Tutti insieme questi fattori hanno costretto le aziende di settore a rivedere i loro metodi di lavoro e gli strumenti impiegati per realizzarlo. Gli etichettifici presenti sul mercato italiano si suddividono in micro, medie e grandi imprese; questa differenza dimensionale si riflette sugli strumenti software in dotazione nei reparti di prestampa. Oggi i programmi più utilizzati per finalizzare le etichette prima dell’invio in stampa sono principalmente due: Adobe Illustrator e ArtPro di Esko-Artwork. Il primo è più diffuso nelle piccole aziende mentre il secondo è utilizzato nella media e grande azienda. Accanto a questi programmi ne esistono altri, sotto forma di plug-in o come veri e propri software stand-alone ma, in generale, il mercato è appannaggio di quelli appena citati. A volte vengono impiegati i software per l’impaginazione come InDesign e XPress perché alcuni clienti si appoggiano a studi grafici esterni che sanno lavorare solo con questi programmi ma, è bene sottolineare, tali software non hanno le caratteristiche giuste per gestire la creazione di un’etichetta soprattutto se complessa e ricca di nobilitazioni.
Dal punto di vista del formato di interscambio tra cliente e stampatore il PDF, già da qualche anno, è quello più diffuso. Abbiamo chiesto a diversi etichettifici la percentuale di fornitura di file in formato PDF e quasi tutti hanno detto che si attesta sul 90% del totale. Questo dato mette in evidenza un altro aspetto importante e cioè che la progettazione grafica dell’etichetta è esterna all’azienda di stampa nonostante quasi tutti gli etichettifici dichiarino di essere in grado di offrire tale servizio. A fronte di questa situazione si può affermare che oggi l’etichettificio si trova nelle stesse condizioni delle altre aziende di stampa: deve «mettere le mani» su file PDF prodotti da altri per renderli idonei alla stampa e in linea con le esigenze del cliente. Ecco questo è il punto importante su cui fermarsi a riflettere perché nel settore del labeling è sempre necessario intervenire sul file con modifiche legate alla gestione dei colori speciali (Pantone e non solo), all’applicazione del trapping, al controllo della definizione delle aree coinvolte nella finitura (verniciature, rilievi, lamine ecc.), alla sistemazione dei testi per il rispetto delle normative vigenti e altro ancora.
L’editing del pdf
Per poter intervenire sul PDF fornito il software in uso deve operare in modo nativo sul file. Chiariamo prima però il significato di editor nativo PDF perché su questo c’è confusione. Il PDF è un formato le cui specifiche sono state riconosciute come standard da ISO; questo significa che le software house che intendono sviluppare programmi in grado di fare editing sul PDF hanno tutte le informazioni necessarie per poterlo fare. Un software in grado di editare in modo nativo un PDF deve non solo rispettare queste specifiche ma soprattutto non deve in nessun modo operare delle trasformazioni sugli oggetti presenti nel PDF per poterli rendere manipolabili. Un esempio aiuta a capire. I testi presenti nel PDF dell’etichetta possono essere convertiti in tracciati oppure mantenuti nel formato nativo del font a cui appartengono. Alcuni software all’atto dell’apertura del file PDF operano in automatico una conversione in tracciati allo scopo di eliminare qualsiasi problema legato alla gestione del font ma, è bene ricordare, tale procedimento rende difficilissima se non impraticabile la modifica dei testi stessi in presenza di errori o in caso di modifiche.
Quindi una caratteristica che gli editor PDF definiti «nativi» devono avere è quella di mantenere, all’atto della apertura del file, la struttura originaria e abilitare poi tutte le modifiche necessarie. Perché se è vero che le etichette sono file grafici formati da un solo soggetto è altrettanto vero che spesso sono molto complessi poiché in esso si combinano elementi vettoriali, effetti di trasparenza, immagini e sfumature. I pericoli legati a una parziale interpretazione della struttura e degli oggetti presenti nel PDF sono quelli di allungare i tempi di lavorazione e di perdere, nei casi peggiori, elementi della grafica. La scarsa conoscenza delle problematiche di stampa da parte di chi progetta l’etichetta e la complessità di certi lavori è tale da rendere la vita difficile anche ai software più potenti, per questo è fondamentale prestare grande attenzione nella scelta del programma di editing.
Il flusso ideale
I tempi di lavorazione molto stretti hanno costretto gli etichettifici di qualsiasi dimensione a dotarsi di un reparto interno di prestampa. Nel caso di piccole aziende c’è un solo operatore che deve occuparsi di tutto: dal controllo, all’editing fino all’esecuzione dello “step&repeat”. Diventa per questo strategico che il flusso produttivo sia il più possibile sicuro e automatico: il primo passo consiste nell’implementare un meccanismo di ricezione file basato sul Web a cui è collegato un programma che smista i file verso il controllo preventivo dei PDF. Di soluzioni ne esistono tante; si realizzano combinando portali Web che si interfacciano con il gestionale per la notifica della commessa all’ufficio tecnico e con programmi di preflight funzionanti per hot folder. Un approccio di questo tipo consente di raggiungere due obiettivi: tracciamentoecontabilizzazione dei tempi improduttivi dovuti a errori di invio o presenti nel file, controllo preventivo del PDF che evita l’immissione di lavori gravemente errati nel flusso produttivo facendo così risparmiare tempo all’operatore di prestampa. Superato il controllo, il lavoro deve trovare riscontro nelle informazioni presenti in commessa e poi verificato manualmente con il software in dotazione. In genere i controlli sono molto accurati per tutti gli aspetti inerenti la verifica delle sovrastampe, delle trasparenze, la posizione rispetto alla grafica delle zone su cui dovranno essere applicate le nobilitazioni, come la stampa a caldo e rilievi a secco. Terminati i controlli si realizza una bozza in formato PDF da inviare al cliente per l’ottenimento del Visto si Stampi. È un dato di fatto che nelle etichette sono sempre presenti colori speciali oltre a CMYK; proprio per questo è pratica abbastanza diffusa cercare di ottimizzare il numero di inchiostri da impiegare in stampa intervenendo sulle separazioni dei colori del file. Questo significa che, soprattutto per la parte raster dell’etichetta, l’operatore su indicazione dell’ufficio tecnico debba intervenire sulla struttura delle immagini al fine di sostituire uno o più colori di quadricromia con uno o più Pantoni già presenti nel file. Questa operazione, realizzabile con software dedicati o con Photoshop, richiede che l’operatore abbia adeguate conoscenze, riconfermando ancora una volta che in una moderna azienda la tecnologia deve essere gestita da personale competente e opportunamente formato.
L'etichetta è composta da 7 colori. Con il comando Anteprima Separazioni di Adobe Acrobat si vede che i colori presenti sono: la quadricromia + 3 Pantoni.
Con il comando di Anteprima Separazioni di Adobe Acrobat sono stati tolti dalla visualizzazione i canali dei Pantone. Osservando l'immagine si nota che il canale K della quadricromia non è stato utilizzato. In alcune aree (per esempio le ombre della scritta Ventasso) il nero è stato ottenuto con la tricromia dei CMY mentre per dare maggiore dettaglio all'immagine il K è stato sostituito dal Pantone 2748.
Da notare che colore che Pantone 2748 è stato utilizzato anche per altre parti dell’etichetta. Il bar code utilizza il Pantone Process Black CVC. Questo approccio consente di stampare senza l’inchiostro nero senza per questo penalizzare la resa qualitativa.
Un editor nativo
Packz è un editor nativo PDF multipiattaforma per etichette e packaging creato dalla Hybrid software, azienda belga nata nel 2007 presente in Italia con una sede operativa. «Per fare tutte le lavorazioni che un’etichetta può richiedere c’è bisogno di un software dedicato – ci ha detto Luca Rossi, Solution Engineer di Hybrid software, che prosegue – da tempo il PDF è il formato con cui vengono inviati i file allo stampatore. Per rendere possibile, veloce e sicuro l’editing del file, Hybrid software ha creato Packz che, a differenza di altri programmi, interpreta e mantiene il PDF nel formato nativo. Il nostro software non applica alcuna trasformazione al file ma lo lavora mantenendo oggetti e struttura nel formato originale, quello con cui è stato fornito allo stampatore. A differenza altre soluzioni concorrenti, il nostro file rimane un PDF a tutti gli effetti e non viene trasformato in un file con una propria struttura proprietaria incapsulato all’interno di un PDF. «Packz all’apertura del file PDF non va a rasterizzare nulla, non vettorizza i testi, non opera trasformazioni sugli oggetti per renderli editabili. In quest’ottica va vista la funzione di trattamento del testo; infatti quando viene aperto un file PDF il programma acquisisce tutte le necessarie informazioni sui font utilizzati. Come sappiamo una delle caratteristiche più importanti che il PDF ha sempre avuto riguarda proprio la gestione del testo; quando si crea un PDF gli applicativi consentono di inglobare un subset di caratteri del font utilizzato. Packz è in grado di riconoscere e utilizzare queste informazioni in modo da abilitare la modifica del testo senza dover fare riferimento ad alcuna font esterna. Qualora fosse necessario eseguire una modifica che impiega un carattere non presente nel subset, Packz chiede di individuare un font sul system del computer ma ne limiterà l’utilizzo ai soli caratteri non presenti nel subset. Questo approccio evita il pericolo di andare a sostituire con fonti simili i font originariamente inseriti nel file e evita la conversione in tracciati. Un’altra funzione molto importante riguarda la trasparenza; spesso questi effetti giungono allo stampatore in forma «appiattita». Quando sono coinvolte delle immagini, l’appiattimento della trasparenza causa un effetto collaterale che limita notevolmente l’editabilità: la suddivisione della grafica in tanti piccoli oggetti. Packz riesce a ricomporre l’immagine andando a riconoscere i vari elementi abilitando così le necessarie modifiche. Nel caso sia necessario intervenire sulle immagini presenti nel PDF Packz può interloquire con Photoshop in tempo reale.»
Il ruolo delle etichette sta cambiando e gli etichettifici si trovano di fronte a scenari sempre più complessi. Lo stesso “sistema etichetta” si è trasformato in una fitta rete dove si intrecciano gli interessi di clienti, fornitori, consumatori, produttori di macchine e tecnologie; solidità ed efficienza aiutano il settore a crescere, contribuendo a stabilizzare i livelli di impiego e a sostenere l’economia.
Intervista a Jules Lejeune, direttore generale di Finat.
Jules Lejeune, direttore generale di Finat.
Dal 1958 Finat è un punto di riferimento per i produttori di etichette autoadesive, prodotti e servizi correlati; vi aderiscono 500 aziende, attive in 50 Paesi. L’associazione favorisce gli scambi d’informazioni e la condivisione di conoscenze, fattori rilevanti ora che nuovi scenari economici e altrettanto nuove tecnologie influenzano a fondo le dinamiche del settore. Il futuro degli etichettifici dipenderà dalla loro capacità di innovare nonché dalla diffusione e integrazione dell’ICT, dalla sua penetrazione presso tutte le imprese, comprese quelle piccole e piccolissime.
I media parlano a giorni alterni di ripresa o di aggravarsi della crisi. La produzione di etichette è un affidabile indicatore dell’andamento della produzione industriale e dell’economia reale. Cosa vede Finat dal suo osservatorio privilegiato? «L’associazione elabora e condivide con gli addetti ai lavori il Radar Finat, un documento semestrale frutto di una meticolosa raccolta di dati dai quali sono estrapolate tendenze e previsioni per un possibile futuro. Il settore è analizzato da quattro diverse angolazioni: gli utilizzatori di etichette, i converter, i fornitori di materiali, i fornitori di macchine e attrezzature per etichettifici. I dettagli sono riservati ai soli soci, ma mi fa piacere rendervi partecipi di alcune considerazioni: nell’ultimo periodo abbiamo colto diversi segnali che fanno ben sperare per il futuro. Nel primo quadrimestre del 2015 la domanda europea di materiali per etichette autoadesive è aumentata del 7,1% rispetto al medesimo periodo del 2014; dalla fine del 2013 la richiesta dei materiali per etichette di carta in rotoli ha registrato un +5,8%, quella dei materiali per etichette in film plastico un +8,3%. Nel 2014, sono stati lavorati 6,4 miliardi di metri quadri (aggregato etichette in rotoli e in foglio); con una crescita di 320 milioni di metri quadrati anno su anno.»
«L’etichetta multi-versione è all’ordine del giorno: per questo la stampa digitale ha ormai superato l’11% in volumi e il 18% in valore nella produzione dalle aziende che partecipano al RADAR FINAT.»
Se allargassimo il quadro all’ultimo ventennio, cosa vedremmo? «Dal 1996, la produzione è più che raddoppiata con una forte accelerazione dal 2002 a oggi. Il dato è ancor più lusinghiero constatando il considerevole aumento nella produzione delle etichette più pregiate e di quelle in film plastico. Facendo 100 il mondo dell’autoadesivo, oggi in Europa, queste ultime assommano il 25% dei volumi. Non è una cannibalizzazione delle quote di mercato delle etichette autoadesive in carta, ma è un vero e proprio incremento dell’intero settore trainato dall’innovazione di prodotto e dal progressivo abbandono delle etichette carta e colla.»
Ci sono differenze tra i Paesi europei? «La domanda cresce soprattutto nell’Est Europa (+8,7%), seguito dal Sud (+6,3%). L’aggregato UK e Irlanda segna un +5,6%, il Nord +5,2; fanalino di coda è il Centro con +2,6%. Quest’ultima area si conferma però seconda nel mondo per produzione e impiego di sleeve, subito dopo l’Asia.»
Gli etichettifici stanno diversificando la produzione ed entrando pian piano nel settore imballaggi flessibili…. «Un quarto delle aziende partecipanti al Radar Finat ha dichiarato di aver intrapreso, con discreto successo, la produzione di imballaggi flessibili, un altro 15% lo farà a breve. Molti si sono dedicati alle pouch stand up, mercato che dovrebbe crescere del 6% all’anno nei prossimi cinque anni; un’ azienda su cinque produce anche etichette in-mould, comparto di nicchia ma con ottime possibilità di crescita. L’attuale congiuntura favorisce anche la nascita di accordi e di collaborazioni tra etichettifici e altri produttori di packaging o di macchine e linee di confezionamento. Un unico interlocutore riesce così a fornire un servizio integrato e completo, inoltre alcune multinazionali e diversi importanti retailer hanno acquisito o aperto propri etichettifici.»
Parliamo di Futuro…
Quali sono i punti di forza e di debolezza del settore delle etichette? «Est Europa, Cina e India sono i nuovi grandi mercati per i produttori europei, ma le aziende locali imparano in fretta e la concorrenza si inasprisce. È in corso un notevole consolidamento frutto di acquisizioni e fusioni; questi nuovi grandi gruppi cambieranno la regole di un mercato finora contraddistinto dalla piccola e media impresa. Per resistere e crescere sarà necessario innovare e personalizzare i servizi.»
Se le dico “stampa digitale”? «Mike Fairley è solito dire che la stampa flexo è e resterà ancora per anni il “cavallo da tiro pesante” del settore, ma la stampa digitale è in rapida ascesa. Oltre il 30% delle aziende interpellate da Finat ha pianificato l’installazione di una o più macchine digitali. Gli investimenti sono equamente suddivisi tra sistemi a getto di inchiostro (54%) e toner (46%). La qualità di stampa è molto migliorata. Un forte contributo all’innovazione viene anche dalla completa digitalizzazione della prestampa che consente di progettare, produrre prototipi e verificare tutti i dettagli lavorando con clienti situati a migliaia di chilometri di distanza.»
L’entità dei lotti è ancora in diminuzione? «Solo il comparto alimentare lavora ancora con grandi numeri, negli altri la tiratura media non supera gli 8mila metri lineari, l’etichetta multi-versione è all’ordine del giorno. Per questo la stampa digitale ha ormai superato l’11% in volumi e il 18% in valore nella produzione dalle aziende che partecipano al Radar Finat.»
“Smettere di vendere etichette e iniziare a vendere idee” è una buona idea? «L’etichetta che “lascia il segno” nell’immaginario collettivo è frutto di un’idea vincente e di un’ottima qualità di stampa. Durante la seconda convention degli aderenti al Young Managers Club di Finat, Péter Nagy (direttore marketing e vendite della pluripremiata cantina ungherese Nyakas Pince) ha dichiarato: “le etichette non devono fare breccia nella mente, ma nel cuore del consumatore”. Personalizzazione, tutela del marchio e dell’acquirente, nuove tecnologie (codici QR, RFID, NFC, near field communication) vanno in questa direzione. Queste ultime applicazioni offrono una miriade di nuove alternative di stampa. Il poter condividere le informazioni “in cloud”, abbinato a scelte manageriali più impegnative come il passaggio generazionale, produrre in patria o delocalizzare, restare generalisti o specializzarsi, sono solo alcune delle sfide che gli etichettifici affrontano in questi mesi.»
«Personalizzazione, tutela del marchio e dell’acquirente, nuove tecnologie: queste ultime applicazioni offrono una miriade di nuove alternative di stampa. Il poter condividere le informazioni “in cloud”, abbinato a scelte manageriali più impegnative come il passaggio generazionale, produrre in patria o delocalizzare, restare generalisti o specializzarsi, sono solo alcune delle sfide che gli etichettifici affrontano in questi mesi.»
In un contesto dove reale e virtuale saranno sempre più intrecciati ci sarà ancora spazio per le etichette? «Sì, saranno uno dei mezzi per collegare i due mondi. I giovani imprenditori avranno un ruolo fondamentale in tal senso, forti della loro propensione al nuovo e della abitudine a confrontarsi quotidianamente con le nuove tecnologie.»
Gli utilizzatori di etichette autoadesive secondo il Radar Finat
Un quinto preferisce avere un unico interlocutore per tutte le forniture dei materiali di confezionamento.
Un quarto vuole etichette con la certificazione ambientale; un altro 35% ritiene che tale certificazione abbia un’importanza crescente.
Un quarto è disposto a pagare o sta già pagando, qualche cosa di più pur di avere etichette in materiali più ecocompatibili, ma il 50% è dubbioso e il restante 25% non è disponibile a sostenere questi extra costi.
Un terzo indica tra i punti deboli del settore le pretese talvolta poco sensate delle catene della grande distribuzione, la normativa troppo stringente, la scarsa innovazione.
Un terzo non impiega shrink sleeve ma non scarta l’ipotesi di farlo in futuro, il 50% le utilizza e continuerà a farlo.
Un quinto non ha interesse a cambiare fornitore di etichette nel breve periodo; per politiche aziendali, gli altri due terzi chiedono sempre più di un’offerta.
La metà ha spostato gli approvvigionamenti da etichettifici del Centro Europa a etichettifici dell’ Est Europa o extra UE.
Poco meno di tre quarti indica che i motivi che inducono un’azienda a cambiare fornitore di etichette sono: miglioramento della qualità e della affidabilità delle consegne.
I produttori di etichette autoadesive secondo il Radar Finat
Forte crescita (>5%) della domanda di etichette per l’igiene personale, cosmetici e bevande;
crescita soddisfacente (2-4%) della domanda di etichette per prodotti chimici industriali e per la casa, vendita al dettaglio, farmaceutico, alimentare e automobilistico;
crescita lenta (0-2%) della domanda di etichette di beni di consumo durevoli, prodotti per ufficio, trasporto e logistica
tirature dell’ordine medio: 2.000 metri lineari per i prodotti per ufficio, farmaci, beni durevoli, comparto automobilistico, 8.500 metri lineari per i prodotti per la detergenza, 13.000 metri lineari per le etichette per le bevande; gli altri settori hanno tirature comprese tra 5.000-7.000 metri lineari;
Un quinto degli etichettifici intervistati comprerà una macchina da stampa digitale nei prossimi sei mesi; oltre la metà delle macchine acquistate saranno a getto di inchiostro;
un quarto degli etichettifici interpellati produce anche imballaggi flessibili (14%) e/o etichette multipagina (12%) utilizzando le consuete macchine a banda stretta per etichette autoadesive;
più della metà degli etichettifici intervistati ha la certificazione ambientale.
La nuova stampante Mimaki UJV55-320 può utilizzare due bobine diverse dello stesso supporto per una produzione simultanea di due lavori.
MimakiUJV55-320 è stata nominata migliore stampante roll-to-roll di grande formato fino a 320 cm; Mimaki UJF-7151 plus è stata premiata come migliore stampante per oggetti speciali e Mimaki TX300P si è aggiudicata il titolo di migliore stampante tessile roll-to-roll fino a 100 m2/ora. I riconoscimenti sono stati consegnati a Mike Horsten, General Manager Marketing di Mimaki Emea, nel corso della cerimonia di premiazione tenutasi durante drupa. «UJV55-320 (leggi l’approfondimento!) è il complemento perfetto per aziende già esistenti che producono insegne ed espositori e offre una soluzione conveniente agli operatori che desiderano accedere a questo segmento redditizio e in crescita. Mimaki UJF-7151 è la risposta ideale alla richiesta esponenziale di produzioni on demand e campionature, grazie alla sua capacità di fornire rapidamente stampati a mix elevato e a basse tirature».
La stampante Mimaki UJV55-320 può utilizzare due bobine diverse dello stesso supporto per una produzione simultanea di due lavori.
«Con Mimaki TX300P-1800 eravamo consapevoli del passaggio nella produzione tessile dalla stampa analogica a quella digitale e dalla produzione centralizzata a quella distribuita», aggiunge Mike Horsten. «Prevediamo che arriverà un giorno non troppo lontano in cui i consumatori saranno in grado di scaricare o creare i loro modelli anziché essere limitati ai design disponibili in commercio. TX300P-1800 è ideale per questo nuovo modello distribuito della stampa tessile».
Grande formato a prezzi competitivi
UJV55-320 (leggi l’approfondimento!) è una stampante di grande formato roll-to-roll dal prezzo molto competitivo con una velocità che raggiunge i 110 m2/ora e risoluzioni di stampa fino a 1.200 dpi, in base ai supporti utilizzati. Gli inchiostri UV ad asciugatura istantanea consentono una post-elaborazione e operazioni subito dopo la stampa, riducendo in tal modo i tempi di attività e migliorando nel complesso la produttività.
Piccolo formato industriale
La flatbed inkjet UV UJF-7151 plus per applicazioni di piccolo formato a livello industriale garantisce una stampa di alta qualità e massima produttività con un posizionamento estremamente preciso delle gocce di inchiostro e luce fino a 710×510 mm. Premiata come sistema migliore della sua categoria UJF-7151 plus è destinata al settore della serigrafia e migliora la precisione, l’uniformità e l’affidabilità modificando la struttura meccanica del tavolo di stampa. Linee sottili, bordi e testo con caratteri ridotti vengono riprodotti in modo chiarissimo. Consente inoltre la stampa a doppio strato e la stampa a colori su una base bianca.
Stampa su tessuto per piccole tirature
Mimaki TX300P-1800 è la stampante roll-to-roll da 180 cm di luce per la stampa diretta su tessuti sviluppata per soddisfare le richieste di produzione di piccoli lotti e campionature con tempi di consegna sempre più rapidi. TX300P-1800 utilizza una testa di stampa avanzata che garantisce il posizionamento preciso delle gocce di inchiostro anche in presenza di altezza elevate delle teste, consentendo in tal modo una stampa di alta qualità su un’ampia gamma di tessuti, tra cui materiali più spessi e dalla trama fitta.
Il segmento delle etichette di pregio raccontato da un big del mercato. Apre stabilimenti in giro per il mondo per fornire risposte immediate alle esigenze delle aziende locali. E vince con la qualità e il prezzo. È così che Eurostampa consolida il suo successo globale e continua a investire all’estero.
Eurostampa è un vero colosso industriale nel segmento delle etichette di pregio, con oltre 100 milioni di euro di fatturato annuo, otto uffici di rappresentanza estera e ben cinque sedi produttive distribuite tra Europa e Nord America. Dopo lo storico stabilimento di Bene Vagienna, dove lavorano 375 dipendenti, nel corso degli anni sono stati aperti due siti produttivi, a Cincinnati (Ohio) e a Glasgow (Scozia), e un laboratorio di eccellenza nel cuore della Napa Valley per seguire e supportare gli importanti clienti californiani. Subito dopo lo sbarco in California, il gruppo Eurostampa ha inoltre acquisito il 100% dell’azienda francese Poly-Imprim, con sede a Touverac, nei pressi di Cognac, specializzata nella produzione di etichette di alta qualità per vini e alcolici, in particolare cognac e champagne. Ma l’espansione di Eurostampa non è ancora finita: nei prossimi mesi è probabile una nuova acquisizione in Messico, che vanta importanti regioni vinicole, e una in India, dove il settore vitivinicolo sta conoscendo in questi ultimi anni una promettente ascesa.
Con quartier generale a Bene Vagienna, un piccolo comune del Cuneese, la famiglia Cillario sorveglia la produzione mondiale di etichette di qualità per prestigiosi marchi internazionali del wine & spirit, toccando spesso anche il settore brewery, le acque minerali, il mercato chocolate e la cosmesi. I ricavi esteri rappresentano oggi per Eurostampa oltre il 70% del totale e la produzione avviene in ben cinque stabilimenti dislocati tra Stati Uniti ed Europa, che presto diverranno sette. Sono infatti due i siti produttivi che il gruppo cuneese ha intenzione di rilanciare nel prossimo biennio, a seguito di nuove acquisizioni: in Messico e in India, due Paesi in cui la produzione vitivinicola è già molto matura o sta per spiccare il volo. Gli insediamenti produttivi di Eurostampa sembrano scelti laddove il business delle etichette è più ricco e dove le aziende preferiscono avere un etichettificio vicino per gestire al meglio la produzione, i trasporti, i costi e, naturalmente, i contatti diretti.
È questo il segreto del successo di Eurostampa?
Lo chiediamo al suo fondatore e presidente, Luciano Cillario.
Dopo aver lavorato a lungo per i brand occidentali, Cina e altri Paesi emergenti oggi fanno sempre più paura perché hanno ormai appreso il know-how in quasi tutti i campi del sapere. È così anche nel settore delle etichette oppure l’R&D riesce ancora a fare la differenza? «Sicuramente la ricerca e l’innovazione continuano a fare la differenza. La sfida c’è, ma come i Paesi Asiatici possono copiare e venire in Europa anche noi europei possiamo esportare i nostri modelli in Asia utilizzando le risorse locali. In un mondo sempre più globalizzato è ovvio che chi riesce per primo a espandersi nei cinque continenti farà meno fatica a gestire il proprio business globalmente».
Quello delle etichette però si basa principalmente sulla qualità del prodotto, specie nei settori Food & Beverage. Come avete fatto a mantenere alto il livello d’offerta? E perché i clienti si rivolgono proprio a voi? «È difficile dare una risposta sul perché i clienti si rivolgano a noi, in quanto gli aspetti coinvolti sono tanti. Quelli principali sicuramente partono dalla flessibilità della produzione. E già qui andrebbe fatto un bel ragionamento: tutti infatti dichiarano di essere flessibili, basta però osservare per quanti giorni chiuda un’azienda nel periodo estivo per capire quanto venga travisato quest’attributo. Chi una settimana, chi due. Ebbene noi è da più di dieci anni che lavoriamo sempre, senza chiudere mai l’azienda. Quindi, oltre alla flessibilità vera, il rapporto tra prezzi e costi rappresenta un altro fattore fondamentale di successo, soprattutto per i mercati che non crescono e che sono stabili come l’Europa. In questo caso bisogna sempre essere proattivi e proporre migliorie in grado di portare benefici ai clienti. Un ruolo molto significativo in tal senso lo giocano proprio l’innovazione e la ricerca. Ma anche la presenza sui diversi mercati con proprie sedi produttive è altrettanto importante».
A questo proposito, voi avete molti siti produttivi sparsi per il mondo. Ma anche alcuni uffici di rappresentanza. Con quale logica riuscite a presidiare i Paesi esteri? «Il nostro criterio per avvicinarci ai mercati esteri si basa su tre fattori: studio del mercato tramite clienti globali, visite in loco e studi di settore. Lavoriamo molto sull’approccio al mercato tramite le nostre figure interne e anche esterne all’azienda, ma locali, per iniziare a presentare quello che possiamo offrire. Quando si iniziano a vedere risultati soddisfacenti, solitamente si ha convenienza a produrre nei nostri siti attuali fino a un certo numero di pezzi, superati i quali diventa conveniente spostare la produzione direttamente in loco».
Avete aperto un ufficio commerciale a Mosca e avete intenzione di aprire due siti produttivi in Asia Pacific e in Messico entro il 2017. Ce ne vuole parlare? «La Russia è attualmente un mercato che agli occhi di molti può risultare poco stabile, ma Eurostampa ha un approccio molto positivo al riguardo, in quanto i clienti che serviamo sono leader nel segmento della vodka di lusso e vendono i loro prodotti prevalentemente all’estero. Per quanto riguarda i futuri investimenti, stiamo valutando il Messico e l’India, dove sicuramente necessiteremo di siti produttivi. Le decisioni saranno valutate e prese nel breve periodo, dove andremo a pianificare l’espansione per il biennio 2015-2016».
Il cliente russo o asiatico desidera una trattativa molto diversa da quella occidentale e per soddisfarlo occorre conoscere bene le usanze e i rituali di quei Paesi. Quali sono stati, per voi, gli strumenti per avvicinarvi a quei mercati? «È molto importante avere delle persone in loco che possano fare da trait d’union tra culture e realtà diverse. Ma è altrettanto importante che noi portiamo del valore aggiunto, cioè proposte diversificate che facciano incuriosire e stimolare i clienti di nazioni differenti e lontane da noi».
Sì, però sarebbe interessante capire qual è il vostro metodo per raccogliere tutte queste commesse estere… «Non è complicato. A fronte di ricerche valide, individuiamo il Paese in cui si vuole andare a vendere e ci affidiamo a persone locali con cui stipuliamo contratti. Poi, solo successivamente, valutiamo la presenza di un ufficio di rappresentanza. E molto dopo, se le potenzialità di quel mercato lo permettono, ragioniamo anche sull’ipotesi di produrre in loco. Ho semplificato al massimo, ma in realtà questo processo decisionale può anche durare anni. Tutti questi passi danno molta sicurezza ai clienti locali, che vedono e toccano con mano il nostro reale interesse verso di loro con investimenti concreti a costruire solide basi nel medio-lungo periodo».
E non vi spaventa il «gigantismo» di questa prospettiva? «A Eurostampa non piace mai vedere le cose in chiave negativa, cioè come se fossero ostacoli o difficoltà. Tutto quello che serve per crescere viene sempre visto come uno stimolo a migliorare. Con questa convinzione ora la nostra realtà presidia due continenti, Europa e America, coperti da cinque siti produttivi e otto uffici commerciali. Negli altri tre continenti stiamo lavorando affinché nel brevo-medio periodo possiamo essere presenti. Tutto ciò ovviamente comporta investimenti, rischi e sfide sempre più grandi che noi abbiamo deciso di accettare».
Ha qualche consiglio da dare alle Pmi che non possono contare sui volumi o sulle dimensioni per affacciarsi sull’estero? «In realtà credo che ognuno debba trovare la propria strada. Quel che posso raccontare è come Eurostampa ha approcciato e sviluppato l’estero. Sempre investendo nei Paesi stranieri a piccoli passi, in modo tale che i clienti vedessero la nostra piccola presenza sempre crescere. Detto questo, il fattore dimensionale è senz’altro un argomento importante per l’estero ma è anche molto relativo. È fuori dubbio che chi riesce ad avere più presenze in aree diverse potrà meglio affrontare gli sbalzi e le fluttuazioni dei mercati. La nostra volontà è quella di proseguire su questa strada ricercando sempre la soddisfazione del cliente, offrendo un supporto e lavorando con lui e con le sue reali esigenze. Il fatto poi che a qualunque livello il cliente possa sempre interfacciarsi con la proprietà è certamente un plus molto positivo. Che noi continueremo a coltivare con pazienza».
Il parco macchine di Eurostampa a Bene Vagienna Lo stabilimento Eurostampa di Bene Vagienna (CN) è l’headquarter del gruppo ed è anche quello più tecnologicamente all’avanguardia. Al suo interno sono ospitate le linee per etichette in carta e colla e su bobine autoadesive, sleeve e astucci. La produzione industriale avviene in grandi volumi ma anche in tirature limitate grazie alla stampa offset, flexografica, serigrafica e digitale.
Ecco nel dettaglio i macchinari utilizzati:
Stampa offset: – 5 macchine (Roland e Heidelberg) per la stampa carta e colla;
– 5 macchine Gallus per la stampa autoadesiva.
Stampa flexo/serigrafica: – 8 macchine (Omet, Gallus, Nilpeter) per la stampa autoadesiva.