Giulio Olivotto, Consigliere Delegato di Gruppo Lego.
Giulio Olivotto, Consigliere Delegato di Gruppo Lego.
Gruppo Lego è una storica azienda vicentina riconosciuta a livello internazionale nel mondo della stampa e legatoria, da sempre di proprietà della famiglia Olivotto e giunta oggi alla quinta generazione. Una realtà che ha deciso di potenziare il parco macchine investendo per la prima volta in un sistema Heidelberg.
Al centro di questa scelta, la doppia necessità del Gruppo di innovare e contenere i costi, risolta dalla Speedmaster XL 162 8P di Heidelberg. Si tratta di un sistema wide format 120×160 cm a 8 colori con voltura, capace quindi di stampare su ambo i lati del foglio in un solo passaggio. La macchina monta una doppia pinza per la gestione del foglio in uscita, un’innovazione unica introdotta da Heidelberg per garantire al foglio una stabilità prima irraggiungibile.
«Grazie a questo investimento saremo in grado di realizzare volumi superiori a quelli che oggi raggiungiamo con due macchine che stampano solo su un lato del foglio», afferma Giulio Olivotto, Consigliere Delegato di Gruppo Lego.
La macchina, che sarà installata nella sede principale di Vicenza e diverrà operativa da febbraio 2017, (le parti della macchina verranno consegnate nel mese di dicembre 2016: il tempo necessario a preparare il basamento, montarla e collaudarla ci porterà intorno febbraio), consentirà a Lego di accentrare parte della produzione con conseguenti risparmi in termini di logistica e di spazio occupato. Senza contare che ne accrescerà il potenziale produttivo, dando all’azienda un’ulteriore spinta per restare al top del mercato europeo e mondiale.
«Questo investimento è in linea con la nostra vocazione internazionale, che ci vede oggi realizzare il 70% della produzione per l’esportazione, con picchi del 90% nel caso della stampa in piano», commenta Olivotto, che prosegue: «Abbiamo scelto Heidelberg perché la sua offerta era quella che dava la maggior sicurezza a livello tecnologico e di esperienza in questo segmento. Le prove che abbiamo fatto in diverse occasioni hanno messo in luce risultati più che soddisfacenti che, uniti alla qualità tipica di Heidelberg e all’efficienza dei suoi sistemi, ci hanno convinto.»
«Questa vendita è il risultato di uno splendido lavoro iniziato mesi orsono tra Gruppo Lego e Heidelberg. Tecnologicamente abbiamo messo a disposizione il meglio che il costruttore potesse offrire al mercato: automazioni nei cambi di lavoro; un sistema di voltura innovativo a tre cilindri completamente automatico che permette la stampa in bianca garantendo una qualità sorprendente; un sistema di controllo spettrofotometrico Inpress Control capace di misurare il foglio in bianca e volta direttamente in macchina senza la necessità di estrarlo; l’uscita a doppia pinza, nuovo progetto di Heidelberg studiato appositamente per le macchine in voltura di grande formato. Questo condensato tecnologico, supportato da test di produzione, ha convinto il Gruppo della validità della tecnologia Heidelberg Speedmaster XL 162 8P», afferma Mauro Antonini, Manager di prodotto della divisione Sheetfed Postpress Packaging di Heidelberg Italia. «Gruppo Lego è un’azienda con all’interno un elevatissimo livello di competenza, uno dei principali player del mercato europeo e mondiale del segmento editoriale, una realtà che ha fatto dell’innovazione e della produttività un suo credo. Avere creato le condizioni affinché la scelta della famiglia Olivotto fosse rivolta ad Heidelberg è per noi motivo di soddisfazione e orgoglio».
Secondo Cron, il sistema, presentato in demo a drupa, introdurrà nuovi livelli di efficienza per gli stampatori offset. Il nuovo sistema EZcolor non solo riduce gli sprechi e migliora la qualità, ma abbassa il punto in cui l’offset in basse tirature diventa redditizio. In questo modo, EZcolor si colloca in una posizione tale da sfidare la forte tenuta della stampa digitale per quanto riguarda tirature di poche copie.
«EZcolor è una tecnologia completamente nuova che collega la prestampa alla stampa,» spiega Mike Xiang, Amministratore Delegato e fondatore di Cron. «Questo ci avvicina di un passo al Santo Graal di Cron: zero sprechi e colore perfetto. Oltre a migliorare la qualità e uniformità della stampa, prevediamo che gli sprechi di carta possano essere ridotti in misura equivalente ai livelli delle macchine da stampa digitali, con risparmi fino al 90%. EZcolor semplifica il raggiungimento di una migliore conformità con gli standard ISO.»
All’interno della struttura di EZcolor, getti di inchiostro erogati da micro-pompe distribuiscono l’inchiostro direttamente sul rullo della prima forma. Il controllo dei getti avviene tramite i dati CIP3/CIP4 che lavorano in combinazione con un database Expert in grado di prevedere esattamente il fabbisogno di inchiostro nelle condizioni di stampa specifiche. Il risultante controllo del volume di inchiostro, con una tolleranza pari a +/-1%, mantiene l’equilibrio fra erogazione e consumo, garantendo così una maggiore uniformità del colore su tutti i lavori stampati. Una pre-inchiostrazione di precisione su ciascuna unità di stampa, anch’essa guidata dal database Expert, assicura tempi di approntamento estremamente rapidi e un colore accurato dopo pochi giri. Tali vantaggi danno agli utenti offset una maggiore capacità di competere con la stampa digitale per le basse tirature.
EZcolor assicura una maggiore accuratezza per le aree a copertura leggera, in cui variazioni dell’inchiostro di minima entità possono produrre differenze visive notevoli in termini di qualità delle immagini, in quanto il volume di inchiostro viene misurato esattamente in modo da corrispondere ai requisiti di densità per ciascuna zona della segnatura stampata. Il controllo completamente digitale dell’inchiostro offerto da EZcolor evita inoltre gli impatti dovuti a condizioni instabili, come viscosità, temperatura, umidità, velocità di funzionamento della macchina da stampa e qualsiasi altro aspetto che potrebbe incidere sul trasferimento dell’inchiostro in sistemi a calamai aperti.
EZcolor è facile da usare grazie al suo design creativo e al funzionamento intuitivo. Il cuore del sistema è costituito da un collettore racchiuso che sostituisce l’ingombrante calamaio presente nelle macchine offset di tipo tradizionale. Essendo racchiuso, il sistema EZcolor elimina il rischio di contaminazione degli inchiostri e i problemi associati ai sistemi a calamai aperti inerenti alle variazioni di viscosità dovute all’evaporazione dei solventi. Inoltre, non è necessario un sistema di agitazione per mantenere fluido l’inchiostro.
EZcolor presenta pochissime parti in movimento e un’alimentazione dell’inchiostro sotto pressione, caratteristiche che lo rendono intrinsecamente affidabile e in grado di mantenere elevati livelli di operatività. Nella rara eventualità che si presenti un problema, gli ugelli dell’inchiostro sono facili da pulire, e per riportare il sistema al funzionamento completo bastano pochi minuti.
«Cercare di chiudere il cerchio fra prestampa e stampa sta diventando sempre più frequente. Ma le soluzioni attualmente disponibili sono non solo imperfette, ma anche non disponibili per chi utilizza macchine da stampa più vecchie,» spiega Derek Sizer, direttore regionale di Cron per l’area Emear. «Essendo modulare, EZcolor può essere installato a posteriori su qualsiasi macchina offset, il che significa che qualunque stampatore può beneficiare di una migliorata qualità delle immagini, di una riduzione degli sprechi e di tempi di preparazione sensibilmente più brevi. E poi, ovviamente, grazie ai risparmi di tempo, in ogni turno è possibile ultimare una maggiore quantità di lavoro, migliorando la redditività complessiva della sala stampa.»
Cimpress ha aperto le porte dei propri stabilimenti, rivelando i suoi numeri da record: noi siamo stati a visitare l’impero di Venlo, e qui ve lo raccontiamo.
Chi si ostina ad affermare che la stampa è morta e questo business, proprio perché eccessivamente maturo, non possa più essere interessante dal punto di vista dei profitti, non conosce Cimpress e la sua sorprendente crescita. L’azienda olandese, definibile a tutti gli effetti una multinazionale del Web-to-print, dal momento della sua fondazione nel 2004 a oggi ha conosciuto una crescita esponenziale con investimenti continui in tecnologia all’avanguardia e un’espansione planetaria, grazie a un serie sistematica di acquisizioni. La statunitense VistaPrint, le italiane Pixartprinting ed Exaprint, la belga Priendeal, la olandese Albelli, l’inglese Tradeprint, la francese Printishop e la tedesca WIRmachenDruck – solo per citarne alcune – sono entrate a far parte di questo «impero».
Il Gruppo, nel 2015, ha prodotto nei suoi 1.500.000 m2 di stabilimenti 46.000.000 di pezzi unici customizzati, 4.000.000 cartelloni di grande formato e 6.129.341 capi di abbigliamento personalizzati. Ma la cifra più sbalorditiva riguarda i nove zeri dei biglietti da visita stampati e distribuiti, che hanno raggiunto il traguardo dei 5.900.000.000. Numeri possibili grazie a un modello organizzativo che trascende le logiche dell’industria della stampa tradizionale per adottare quelle dell’e-commerce i cui punti di forza sono la capillarizzazione e la consegna rapida. In questo gioca il ruolo da protagonista lo gioca la piattaforma informatica proprietaria MCP, in grado di creare un network sofisticato di raccolta dati, gestione della produzione e logistica.
L’industria di stampa più grande di sempre
Sulla mappa del mondo le conquiste di Cimpress toccano tutti i continenti a eccezione dell’Africa: la diffusione coinvolge 20 paesi, con 40 uffici e 50 siti internet localizzati. La presenza più massiccia riguarda l’Europa in cui gli stabilimenti sono 20, di cui il più grande (34.200 m2) si trova a Venlo nel quartier generale che oggi per la prima volta apre le sue porte alla stampa internazionale di settore per mostrare il proprio sito produttivo. La sede si trova poco lontano da Düsseldorf, dove si è appena conclusa un’edizione di drupa in cui Cimpress ha fatto parlare di sé per l’annuncio di un ordine di oltre 20 macchine Landa S10P Nanographic Printing. «Abbiamo individuato nella Landa Nanography la tecnologia più adatta alle nostre esigenze di azienda che ha raggiunto in breve tempo una produzione con volumi industriali – dichiara Robert Keane, presidente e chief executive officer di Cimpress, che prosegue – l’acquisizione di queste macchine ci permetterà di essere ancora più competitivi in quanto sono in grado di stampare in modo rapido ed efficiente, con una buona qualità e con costi contenuti. Queste installazioni ci permetteranno di migrare gli alti volumi dalla stampa offset a questa nuova tecnologia».
Robert Keane, presidente e chief executive officer di Cimpress.
Gli inventori della mass customization
La formula di tale successo consiste nel modello di business ed è semplice a dirsi: «Ci siamo posti l’obiettivo di diventare i leader mondiali della mass customization rivoluzionando i mercati tradizionali – spiega Bernie Gracy, SVP product manager – abbiamo creato un sistema in grado di realizzare piccole tirature e anche pezzi unici personalizzati con le regole della produzione di massa, ovvero in grado di essere efficiente, rapido, affidabile e di offrire una buona qualità, ma soprattutto sfruttando le economie di scala della produzione industriale».
Bernie Gracy, SVP product manager.
L’equazione vincente della mass customization – che di per sé può sembrare un ossimoro – è presto fatta: ottimizzazione dei costi a livelli di produzione in larghissima scala e un prezzo di vendita, per quanto accessibile, superiore a quello di un prodotto anonimo in quanto offre il valore aggiunto della personalizzazione e dei tempi di consegna rapidissimi. In altre parole è il costo unitario a fare la differenza. Il risultato è profitto, ma non solo, anche crescita esponenziale. Naturalmente gioca un ruolo di primo piano la focalizzazione su quattro target precisi: PMI, rivenditori, BtoC, grafici e agenzie.
Da produzione, a personalizzazione, di massa
«Oggi lo stabilimento di Venlo serve tutta Europa distribuendo circa 33.000 ordini al giorno, che fanno a capo a un portfolio multi brand, numero che raggiunge il picco di 125.000 durante le festività natalizie» specifica George Horvat, VP Plant Operations.
George Horvat, VP Plant Operations.
La produzione è organizzata secondo una logica lean in quattro macroreparti: piccolo formato (produzione fino al formato B1); grande formato, in controtendenza con le sale stampa tradizionali le offset sono posizionate in quest’area; decorazione (personalizzazione oggetti promozionali); e ricamo. I brand delle macchine installate sono tutti nascosti dietro al logo Cimpress che campeggia su ogni singolo dispositivo, secondo una politica di assoluta democratizzazione e standardizzazione dei rapporti con i fornitori. A quelli produttivi si aggiungono i reparti di imballaggio e logistica, anello finale della catena. Ogni dipendente deve avere almeno tre specializzazioni in modo da consentire una perfetta flessibilità ed efficienza finalizzata a far fronte alle variazioni dei picchi di lavoro. Per avere un’idea dell’efficienza produttiva basta pensare che vengono stampati oltre 50.000 adesivi al minuto.
Tutto questo ci fa pensare a un ingranaggio perfetto che esige che non trascorrano più di 45 minuti dal momento in cui un ordine è pronto al suo arrivo nella piattaforma di spedizione a esso assegnata. E alla domanda, che sorge spontanea, se possiamo definire Cimpress l’Amazon della stampa, Ceryl Wadsworth, responsabile media relations, risponde: «Non ancora: ma perché no, la nostra ambizione è di continuare a crescere».
Mike Fairley è uno scrittore conosciuto a livello internazionale, consulente del settore printing, packaging, security e label industry.
Nel mondo del packaging, qualcuno le considera un mondo un po’ a parte: quarant’anni fa le etichette autoadesive rappresentavano solo il 10% del mercato, mentre oggi hanno raggiunto il 40%, una crescita notevole che, secondo Mike Fairley, è dipeso anche da forze trainanti esterne, come l’aumento demografico.
Mike Fairley è uno scrittore conosciuto a livello internazionale, consulente del settore printing, packaging, security e label industry.
Negli anni vi sono stati importanti cambiamenti che hanno causato delle inversioni di tendenza, in primis la crescita dei paesi asiatici: prima il settore europeo delle etichette rappresentava il 45% dell’intera produzione di etichette nel mondo, mentre l’Asia e il Pacifico erano soltanto il 10%; oggi la Cina ha superato il 30% della produzione mondiale delle etichette, e l’Europa è scesa al 32-33% ma si concentra maggiormente sui prodotti di alta gamma mentre la produzione di massa delle etichette è maggiormente localizzata in Cina.
Il secondo aspetto critico è la globalizzazione, a causa della quale i proprietari di marchi stanno creando siti di produzione in quei Paesi in cui i costi sono più bassi. E infine le normative, come quella riguardante le etichette alimentari, che hanno avuto un forte impatto su questo settore. «Il modo in cui un’azienda è in grado di reagire a tali cambiamenti porterà a crescere o meno», afferma Fairley – esperto internazionale di etichette, e ospite d’onore al convegno Gipea di Lido di Camaiore – «e finora il settore delle etichette autoadesive si è sempre mostrato in grado di reagire molto velocemente».
L’Europa sotto la lente di ingrandimento
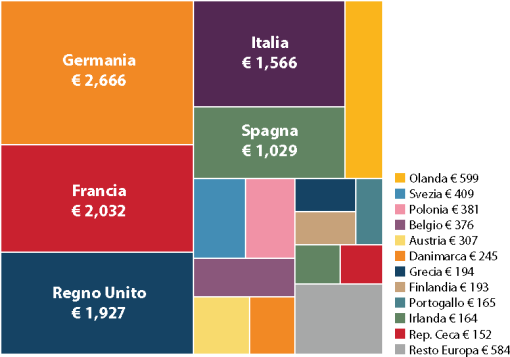
Ma osserviamo qualche dato: se guardiamo alle dimensioni del mercato delle etichette in Europa, possiamo vedere che la crescita globale per gli autoadesivi è stata più o meno tra il 4 e il 5%, e se prendiamo l’intero mercato degli autoadesivi in Europa, la produzione di etichette supera i 6 miliardi di metri quadri. Quanto ai singoli Paesi, la Germania viene vista un po’ come l’industria più forte e attiva in Europa, mentre l’Italia è più produttiva rispetto al Regno Unito e alla Francia sebbene abbia un indice demografico leggermente inferiore. Se parliamo di etichette di carta autoadesive, nel Regno Unito, in Irlanda e nel Sud Europa la crescita è positiva, mentre in Europa centrale, soprattutto in Germania, non c’è stata crescita. Se invece parliamo di pellicole, la crescita è il doppio rispetto alla carta, con differenze che variano tra i diversi paesi: valori positivi in Europa centrale, ma ancora migliori in Europa meridionale, Regno Unito e Irlanda.
E per consolidare le proprie strategie di business, negli ultimi anni non sono state infrequenti fusioni o acquisizioni a livello europeo e globale: diversi gruppi di investimento, interessati a questo settore, hanno infatti cominciato ad acquistare direttamente i loro clienti, produttori di vino o di birra: un fenomeno che, secondo Fairley, potrebbe riguardare anche l’Italia nei prossimi cinque-dieci anni.
Il settore delle etichette in Europa (fonte Eurostat). La classifica dei primi cinque produttori di etichette: 1. Germania (popolazione circa 82 milioni); 2. Regno Unito (popolazione circa 62 milioni); 3. Francia (popolazione circa 63 milioni); 4. Italia (popolazione circa 58 milioni); 5. Spagna (popolazione circa 47 milioni).
I principali etichettifici
Considerando i più importanti ventiquattro etichettifici al mondo, sempre nella lettura di Fairley, vi sono aziende che hanno un fatturato intorno e oltre i 100 milioni di dollari, e detengono oggi il 10% del fatturato mondiale delle etichette. Per fare qualche nome, la canadese CCL ha un fatturato che è pari a due volte e mezzo l’intero fatturato degli etichettifici italiani. Nella «hit parade», di italiani c’è n’è uno, Eurostampa, tre sono nel Regno Unito, tre in Germania, poi vi sono gruppi in Taiwan che stanno acquistando etichettifici in Europa, e il gruppo sud Coreano Hansol, fornitore in verità di materiali termici, che sta esplorando settori molto più redditizi e che si integrano con la loro produzione in modo da crescere sempre più.
Queste sono le grandi aziende che stanno dominando il mercato delle etichette: hanno siti in vari paesi e regioni come in Europa e in Cina, stanno crescendo molto tramite fusioni, facendo investimenti, o acquistando direttamente produttori di vino, bevande o birra, proprio per dominare determinati settori. Oppure accade anche l’opposto, che siano i produttori di vino ad acquistare produttori di etichette.
Italia: il quadro strutturale, un settore in crescita.
(Fonti: indagine Eurostat e indagine presso i fornitori di materiali autoadesivi).
Il quadro strutturale: la crescita si è accompagnata a un incremento di marginalità per le imprese.
Il quadro strutturale: il settore rimane frammentato.
Le evoluzioni della tecnologia e le sfide da affrontare
Dal punto di vista della tecnologia, spiega Fairley, al momento è la stampa digitale che si sta facendo più apprezzare nel mondo delle etichette, con un totale installato in Europa di quasi 600 macchine da stampa. Guardando al futuro, sono molte le sfide da affrontare per gli etichettifici europei: molti sono i fattori interni di governance relativa ai singoli paesi, o i fattori internazionali che poco si possono controllare e a cui bisogna solo tenere testa. Ma ci sono anche altri fattori che hanno un impatto notevole sugli etichettifici, come l’ambiente e la sostenibilità, l’impatto delle normative europee, e poi i progressi tecnologici, la crescita della stampa digitale, le normative sull’etichettatura alimentare, le etichette intelligenti, e bisogna essere pronti a inserire tutti questi elementi, che significa avere personale competente.
L’Italia sotto la lente di ingrandimento
Secondo l’Osservatorio Economico (dati 2015) presentato daFederico Viscontie Gianluca Cinti, in Italia il settore appare in crescita, una crescita accompagnata a un aumento di marginalità per le imprese. Un valore che non è tradotto in maggiore indebitamento – spiega Gianluca Cinti – ma che, al contrario, può costituire ritorni interessanti investendo nel settore. Da cause storiche, tipiche della cultura italiana ed economiche (localismi e distanze geografiche), la nostra è un’industria ancora frammentata, sebbene matura, ma ancora radicata sul mercato interno e probabilmente alla ricerca di nuove condizioni di equilibrio.
Un settore che è il risultato degli straordinari spazi di segmentazione che storicamente si sono generati, di tipologia di prodotti, di comparti di utilizzazione o di ambiti geografici. Ma questi spazi ci saranno sempre?
E soprattutto, le nicchie saranno sempre remunerative? E quali sono i confini del settore? Ha senso ipotizzare fenomeni di ricomposizione, per esempio tra etichette e cartotecnica o etichette e flessibile? Nel settore si possono riconoscere tanti modi di fare impresa, precisa Cinti: per dimensione e propensione alla crescita, per specializzazione o diversificazione, per vocazione all’export, per propensione all’innovazione tecnologica e di processo o per contenuto di servizio o di marketing. E la varietà di modelli imprenditoriali è confermata dalla dispersione delle performance delle aziende intorno alle medie.
In questo contesto, le sfide sul tavolo degli imprenditori, e quindi le risposte delle imprese, sembrano essere la costruzione e la protezione di nicchie di valore, la crescita attraverso investimenti diretti (nuovi prodotti, tecnologie persone o conoscenze), la crescita attraverso alleanze o acquisizioni e l’internazionalizzazione.
A Düsseldorf, dal 23 giugno al 3 luglio 2020 si terrà la prossima edizione di drupa, tra 4 anni quindi, invece che tra 3, come precedentemente annunciato.
Con questa decisione Messe Düsseldorf risponde ai player del settore: «Questa drupa, che ha stabilito numerose trattative commerciali, e la positiva atmosfera, spicca, e chiaramente ci dice che il suo unico intento è mostrare in funzione le linee produttive – speiga Werner M. Dornscheidt, Presidente e CEO di Messe Düsseldorf, e aggiunge – questo è uno dei motivi per i quali drupa è un faro. [..] Quindi drupa torna alla sua tradizionale ciclicità.»
Il riposizionamento di drupa e il suo focus sul futuro, così come la durata (più beve) del’evento, si sono rivelate tutte scelte vincenti: l’evento più importante del settore durerà ancora fino al 10 giugno. Ad oggi 1.837 espositori da 54 Paesi stanno prendendo parte a drupa: innovazioni e applicazioni per la stampa e la crossmedialità, in 19 padiglioni.
Circa 200.000 visitatoti da 183 Paesi hanno visitato drupa dal giorno di apertura dell’evento. E la percentuale dei visitatori dal mondo intero è stata altissima, mai come quest’anno: 78%.
Lunedì 20 giugno alle ore 14,30 a Milano presso l’Hotel Principe di Savoia in Piazza della Repubblica 17 si terrà l’Assemblea annuale Assografici.
L’Hotel Principe di Savoia è raggiungibile con la Metro, linea M3 (gialla) fermata Repubblica. Per coloro che verranno in auto sono disponibili diversi parcheggi nelle vicinanze dell’hotel.
Più lettura, più comunicazione, più cultura
Programma
Apertura dei lavori, Pietro Lironi, Presidente di Assografici e della Federazione
Ne discutono: Paolo Mieli, Giornalista, storico, scrittore: è stato Direttore del Corriere della Sera, de La Stampa e Presidente di RCS Libri
Andrea Favari, Amministratore Delegato de il Giornale – Società europea di edizioni spa Christian Rocca, Direttore di IL – mensile de Il Sole 24 Ore
Coordina il dibattito: Cristiano Militello noto inviato di Striscia la Notizia, attore, cabarettista e conduttore televisivo e radiofonico.
Chi non legge, a 70 anni avrà vissuto una sola vita: la propria. Chi legge avrà vissuto 5.000 anni: c’era quando Caino uccise Abele, quando Renzo sposò Lucia, quando Leopardi ammirava l’infinito…
perché la lettura è un’immortalità all’indietro
Umberto Eco
A drupa 2016, Goss International ha divulgato ulteriori dettagli sul proprio approccio strategico alle partnership, confermato da una nuova collaborazione con Presstek LLC, azienda produttrice di attrezzature per la stampa offset.
Le aziende stanno collaborando fra loro per fornire una potente combinazione di sistemi di imaging CTP (Computer-to-Plate), lastre ecocompatibili, rotative, assistenza e supporto, rivolte nello specifico ai mercati della stampa commerciale e di quotidiani.
«Il settore sta cambiando e sia i clienti sia i fornitori hanno bisogno di una mentalità innovativa,» spiega Mohit Uberoi, Amministratore Delegato di Goss. «Per soddisfare le esigenze in continua evoluzione dei nostri clienti e restare all’avanguardia nel settore, dobbiamo pensare fuori dagli schemi tradizionali e fare in modo che il nostro portafoglio di prodotti e i nostri servizi continuino a fornire soluzioni dinamiche e innovative. Tuttavia, non è nostra intenzione reinventare la ruota. Desideriamo utilizzare i punti di forza e il know-how di aziende per le quali un approccio basato su partnership risulterebbe di comune vantaggio e, cosa ancor più importante, fornire ai nostri clienti la soluzione ottimale. Questa strategia è alla base della nostra collaborazione di lunga data con ContiWeb e le aziende partner, che insieme forniscono sistemi ausiliari leader di mercato, nonché dei recenti accordi con DG Press Services, Dovak Industrial Services e ora con Presstek.»
Goss ha inoltre annunciato il lancio della tecnologia di Controllo a Barre Cromatiche Incorporato
Questa innovazione permette ai converter di packaging di incorporare la barra cromatica, utilizzata per controllare colore, registro e inchiostro del substrato stampato, nell’immagine riportata nel design di un’etichetta o di un imballaggio.
«Normalmente, le barre cromatiche richiedono uno spazio ben definito sul substrato,» spiega Peter Walczak, direttore gestione produzione presso Goss. «Tale sezione chiaramente definita richiede poi un ulteriore passaggio nel processo di produzione per la sua rimozione, oppure viene lasciata sul prodotto finito e questo può incidere sul design. Ciò ha costituito un ostacolo per numerosi converter che altrimenti avrebbero scelto l’offset a bobina, visti tutti i vantaggi in termini di qualità e produttività che questa metodologia di stampa è in grado di offrire. Con il nostro nuovo controllo a barre cromatiche incorporato, invece, questo problema è stato eliminato.»
Per rendere possibile questa soluzione, Goss ha messo a punto la più piccola barra cromatica disponibile sia per il controllo del colore che per quello del registro. Fra una sezione e l’altra della barra cromatica viene stampata un immagine, che va a riempire lo spazio fra ciascuna barra riducendone quindi l’impatto sul design del prodotto finito.
«Questa tecnologia è davvero innovativa e creerà nuove opportunità, per i clienti esistenti, di semplificare la produzione e di offrire prodotti con un valore aggiunto ancora più alto. Aprirà inoltre le porte a molti altri potenziali clienti già convinti dai vantaggi dell’offset a bobina per la produzione di packaging,» aggiunge Walczak.
Il primo giorno di drupa, Scodix (rivenduta in Italia da Heidelberg) ha annunciato che Tipolito Capelli ha acquistato una Scodix Ultra Pro con Foil. Si tratta della prima installazione italiana (nonché una delle prime in Europa) della soluzione in configurazione «full optional».
Tipolito Capelli è un’azienda bergamasca con sede a Villa d’Almè, specializzata nel mercato del packaging per la cosmetica. Attualmente è alla seconda generazione, rappresentata dai titolari Pietro Capelli e Stefano Viganò.
«Nel mondo della cosmetica le tirature stanno subendo una contrazione inversamente proporzionale al numero di versioni differenti che vengono richieste, molto spesso con nobilitazioni complesse e realizzabili solo tramite più lavorazioni», affermano Pietro e Stefano. La ricerca di una soluzione a queste richieste ha trovato risposta, per Tipolito Capelli, nella flessibilità di Scodix Ultra Pro con Foil, che permette di realizzare molteplici tipologie di nobilitazione spesso in un unico passaggio.
«Le prime cose che ci hanno veramente colpito», dichiara Pietro, «sono state la qualità e precisione del Foil: non solo quest’ultimo è immediatamente realizzabile senza impianti, anche in copia singola, ma la qualità si è dimostrata in alcuni casi addirittura superiore a quella dei sistemi tradizionali.»
«Una volta verificate il potenziale del Foil, abbiamo realizzato come anche altre lavorazioni attualmente esternalizzate – per esempio la verniciatura – con questo sistema diventassero immediatamente realizzabili con costi decisamente più contenuti», prosegue Stefano Viganò. «Le nuove funzioni, per esempio il Cast & Cure o lo Scodix Cristal, ci danno inoltre la possibilità di porci come partner dei nostri clienti proponendo nuove soluzioni e lavorazioni.»
Creative Edge Software, sviluppatore del premiato software di progettazione di packaging iC3D, ha aiutato Sun Branding Solutions nella creazione di una gamma di nuovi packaging per Unilever. L’ultimo prodotto – una variante premium del brand Comfort Intense – è in mostra ora a drupa nell’area Touchpoint Packaging (padiglione 12, B53).
La velocità e la facilità di utilizzo delle funzioni Shrink e Shrink Correction di iC3D sono state fondamentali, secondo Sun Branding, per garantire la fattibilità dello sviluppo di idee innovative.
«Con iC3D, la differenza cruciale è la sua velocità stupefacente – spiega Martin Hawkins, direttore Group Operations di Sun Branding – abbiamo provato altri plug-in e altri prodotti software per questo tipo di lavoro, tuttavia il giro più veloce è durato poco meno di otto ore. iC3D, invece, ha prodotto lo stesso risultato letteralmente in pochi secondi.»
iC3D è un’applicazione “chiavi in mano” che consente ai progettisti di generare prototipi digitali 3D in tempo reale per tutte le tipologie di packaging, inclusi scatole, etichette, pieghevoli, bottiglie, POS/POP e termoformati. Le funzionalità di iC3D Shrink e Shrink Correction, in particolare, sono quelle che hanno fatto la differenza per Sun Branding sul progetto di miglioramento del packaging di Comfort.
iC3D SmartShrink™ è stato sviluppato per visualizzare in modo veloce e accurato la distorsione della pellicola termoformante su modelli 3D, affrontando una procedura notoriamente impegnativa. Questa funzionalità non richiede conoscenze specifiche di design strutturale da parte dei professionisti del packaging; inoltre non richiede conoscenze tecniche di applicazione della pellicola. Lavorando con un documento PDF o Illustrator, consente agli operatori di conoscere in anticipo i punti di distorsione, eliminando in automatico le deformazioni.
«Abbiamo voluto usare i colori luminosi al meglio, così come altri effetti di finishing, lasciando spazio per lo sviluppo di future varianti del prodotto, e garantendo la consistenza su tutta la linea – commenta Hawkins – con la soluzione iC3D, affidabile e completa, abbiamo potuto realizzare un packaging innovativo, efficiente, che si differenzia dalla concorrenza.»
Il design della gamma Comfort Intense è stato rilasciato in tutta Europa. La gamma include Fresh Sky, Fuchsia Passion, Ocean Pearl and Sunburst nel Regno Unito; Passion Gourmande, Coup de Soleil e Tourbillon de Fraîcheur in Francia; Fresh Sky, Fuchsia Passion, Ocean Pearl e Sunburst nei Paesi Bassi.
Secondo Nick Gilmore, CEO di Creative Edge Software, l’approccio di Sun Branding all’innovazione del design evidenzia perfettamente la solidità del pacchetto software offerto da iC3D. «Per molte agenzie, una delle maggiori insidie dello sviluppo di packaging è che il processo di ideazione, progettazione e produzione è completamente frammentato. Ciò diventa non solo dispendioso, ma sopratutto limita la creatività perché i designer devono procedere per tentativi e compromessi. iC3D è una soluzione potente per sperimentare le idee creative su mockup 3D fotorealistici in ogni momento del processo di creazione del design.»
L’ultima versione aggiornata di iC3D viene presentata durante drupa 2016: iC3D version 4 incorpora cinque nuove funzioni per un fotorealismo senza precedenti, compresa la tecnologia Ray Tracing che rende i vetri e i liquidi ancora più reali per trasparenza, traslucenza, colore, indice di rifrazione, riflessi e ombre.
Tutte le accortezze da usare se si vuole lavorare per un cliente che fa prodotti vegani. Senza un adesivo, un’etichetta non può svolgere la propria funzione. L’adesivo è un giunto tra due superfici, invisibile ma essenziale, contribuisce al successo del prodotto e i produttori che prendono sul serio i propri clienti vegani devono garantire che sia privo di componenti di origine animale.
Gli adesivi sono selezionati in base alle prestazioni attese e all’immagine del prodotto finito; hanno un ruolo decisivo in caso di impatti, abrasioni, attriti, umidità, sbalzi di temperatura e oggi, a queste tradizionali performance, si aggiungono sostenibilità ambientale, valutazione del rischio allergeni e divieto d’utilizzo di componenti d’origine animale quando il prodotto si rivolge al target vegano. L’adesivo ideale deve restare inalterato a lungo, avere un elevato tack (forza necessaria a separarlo da una superficie dopo un breve contatto), un rapidissimo assestamento e un’altrettanto rapida essiccazione. Per anni il settore packaging si è affidato agli adesivi a base solvente, perché molto performanti, resistenti a calore, agenti chimici, raggi UV. Oggi si preferiscono gli adesivi a base acqua (polimeri in dispersione acquosa), inodori, non infiammabili, con tempi di reazione comparabili a quelli di un adesivo a base solvente ma senza aggiungere attivatori.
La differenza tra colle e adesivi
Gli adesivi utilizzabili sulle linee di etichettatura si dividono in due macro gruppi: colle (sostanze d’origine naturale) e adesivi propriamente detti (sostanze di sintesi a base di gomma, polivinilacetati, resine acriliche ed epossidiche, fenol-polivinilacetati e fenolnitrili). Etichetta e confezione diventano tutt’uno grazie a forze di adesione (mutua attrazione tra superfici a contatto) e a forze di coesione (mutua attrazione tra particelle in un corpo). Quando prevalgono le prime l’eventuale separazione etichetta/contenitore segue il profilo della superficie di contatto; quando prevalgono le seconde l’etichetta si strappa. I legami propiziati dalla colla devono essere tanto tenaci da determinare un distacco solo per il cedimento del sistema molecolare di uno dei due materiali a contatto. Se i materiali non sono porosi è necessario usare collanti appiccicosi che generano un microvuoto, comportandosi come tante piccole ventose.
Per i materiali porosi si utilizzano invece colle a base di amidi, destrine, caseine o molecole di sintesi disperse in un veicolo acquoso. Le colle a base di amido
(di patate o mais) hanno un buon tack, resistono alla condensa, sono relativamente economiche, asportabili in acqua, ma hanno tempi di asciugatura piuttosto lunghi. La destrina deriva dall’idrolisi dell’amido catalizzata da acidi ed enzimi: è pastosa, densa e per questo non sempre facilmente lavorabile sulle linee di confezionamento ad alta velocità. Gli adesivi in dispersione caseinica sono versatili e stabili nel tempo. La caseina è una proteina del latte, che, in ambiente acido, coagula e precipita. Una volta essiccata diventa una polvere bianca inodore, insapore, poco solubile in acqua. Gli adesivi di sintesi a base acqua derivano da polimeri provenienti dall’industria petrolchimica. Per quanto siano tutte in dispersione acquosa, queste quattro tipologie di colle, non sono compatibili tra loro e il passaggio dall’una all’altra richiede un’ accurata pulizia dell’etichettatrice. Le colle termofusibili sono di natura petrolchimica a base EVA (Etilene Vinil-Acetato) o a base gomma; sono applicate prelevandole da vasche dove, dopo la fusione intorno ai 150 °C, sono mantenute allo stato semi-liquido. Agiscono per raffreddamento garantendo un’adesione istantanea ed efficace.
Adesivi e sostenibilità
Contenendo solo minime tracce di materiali non biodegradabili, le colle in dispersione acquosa sono smaltibili come materiali ecocompatibili. Amido e destrine sono naturali e non inquinanti. La caseina può contenere tracce di zinco dovuto alle lavorazioni cui è sottoposta per facilitarne la solubilità in acqua. Il metallo è talvolta un problema per lo smaltimento delle acque di lavaggio dei contenitori vuoto a rendere. Sono pertanto state sviluppate formule zinc-free e colle sostitutive a base di polimeri di sintesi resistenti, molto solubili e minimamente schiumogeni nei bagni separatori. Qualora vi fossero dei residui di lavorazione da smaltire, le colle a base naturale devono solidificare prima della dismissione, i residui di collanti sintetici devono essere smaltiti come rifiuti speciali, mentre gli hot-melt possono essere eliminati insieme alle plastiche.
Colle per etichettare i cartoni da imballo
Un altro problema spesso sollevato dai riciclatori riguarda gli adesivi utilizzati per etichettare i cartoni imballo. Il riciclo dell’adesivo è antieconomico, ma il cartone e l’etichetta sono riciclabili e la scelta dell’adesivo deve tenerne conto. È nato quindi un rilevante filone di ricerca in tal senso. Il riciclo della carta inizia nel pulper; l’acqua calda e l’azione meccanica rompono i legami tra le fibre e trasformano la carta in una poltiglia. Gli adesivi idonei al riciclo di carta e cartoni sono formulati in modo da resistere alle forze di taglio del pulper e mantenere dimensioni sufficienti per essere rimosse dal primo filtro dell’impianto di riciclo; qualora lo superino sono eliminate, in un secondo momento, per flottazione attaccandosi alle bolle di aria che salgono in superficie con la schiuma. Se si utilizzasse un adesivo non compatibile con il riciclo della carta si avrebbero un’alta probabilità di ostruzione dei filtri, macchie o lacerazioni della carta finita. Oggi tutti i produttori di adesivi per etichette propongono linee che migliorano la riciclabilità della carta. La produzione è analoga a quella degli adesivi tradizionali, il limite è nel numero ristretto dei polimeri di partenza. Sono prodotti premium solo in termini di prestazioni ambientali e trovano una ragione d’essere esclusivamente nelle applicazioni carta su carta.
Il problema allergeni e nanocomposti
Il Regolamento 1169/2011/UE garantisce ai consumatori con sensibilità nota ad alcuni ingredienti o additivi alimentari il diritto a un’approfondita informazione sulla composizione dei prodotti. I produttori devono gestire il problema partendo dalla ricetta dell’alimento, prevenire le contaminazioni incrociate dovute a ingredienti contenuti in altri cibi lavorati nel medesimo stabilimento o a componenti dei materiali di confezionamento, etichette e colle incluse. Il produttore ha quindi l’obbligo di censire tutti gli ingredienti e i materiali di imballaggio utilizzati a diretto contatto con il prodotto, chiedendo ai fornitori un’ analisi completa delle materie prime. Identificati gli allergeni potenzialmente presenti nel ciclo produttivo, si valuterà l’eventuale pericolo. Secondo la letteratura internazionale gli allergeni che possono passare dall’imballaggio all’alimento sono: amido di frumento usato come polvere anti set-off, olio di arachidi contenuto nei lubrificanti di processo, caseine utilizzate nelle colle. Un altro potenziale allergene, non strettamente legato alla normativa per il settore alimentare ma comunque a questo correlato è il latex (lattice), una gomma naturale proveniente dall’Heavea brasiliensis pianta diffusa in Brasile, Thailandia, Malesia, Indonesia. Dopo la raccolta è trattata con ammoniaca (latex ammoniacato) che funge da stabilizzante e conservante, altri additivi (coloranti, antiossidanti) sono aggiunti nelle successive fasi di lavorazione. Negli ultimi anni la sensibilizzazione da latex è in aumento e si evidenzia con i classici sintomi da allergia (asma, orticaria, prurito orale, disturbi digestivi) sia per contatto con prodotti che contengono latex, sia per ingestione di ingredienti ortofrutticoli contenenti le proteine che compongono il suo allergene. Quanto alle nanoparticelle, il loro impiego nel settore adesivi per etichette è legato al potenziale miglioramento di alcune caratteristiche degli stessi. Il nanomateriale, naturale, derivato o fabbricato, contiene almeno il 50% di nanoparticelle allo stato libero, aggregato o agglomerato, la cui distribuzione dimensionale numerica, o una o più dimensioni esterne siano comprese fra 1 nm e 100 nm. In casi specifici e laddove le preoccupazioni per l’ambiente, la salute, la sicurezza e la competitività lo giustifichino, la soglia del 50% della distribuzione dimensionale numerica può essere sostituita da una soglia inferiore.
La mancanza di norme dettagliate relative a produzione, manipolazione ed etichettatura degli adesivi contenenti nanomateriali, induce le aziende a brevettare molte delle applicazioni. Tra i documenti da considerare il Codice di Condotta per una Ricerca responsabile nel settore delle nano-scienze e delle nanotecnologie, il Reach (Regolamento 1907/2006/CE e successive modifiche) applicabile alla fabbricazione, all’immissione in commercio e all’uso di sostanze utilizzate da sole, in preparati o in articoli.
Adesivi per etichette vegane
Progettando un packaging per prodotti vegani è necessario evitare l’uso di qualsiasi componente di origine animale. Non può quindi essere utilizzata la già citata colla alla caseina, così come è bandito qualsiasi tipo di «colla osso» e «colla di coniglio» contenenti altre proteine di provenienza animale (pelle, ossa ecc). Sono prodotti gelatinosi ottenuti facendo bollire i cascami di animali e una volta asciutti sono venduti sotto forma di perle color ambra. Sono usate soprattutto per incollare il legno (si pensi alle cassette della frutta o dei vini): chi aspira alla certificazione vegana non deve utilizzarle.