Da quando i reparti di prestampa hanno iniziato a ricevere richieste per la produzione di file finali con «doppia natura», stampa e pubblicazione digitale, la fase di controllo ha aumentato la sua importanza come strumento vitale per un output pronto all’uso e in linea con le richieste qualitative e tecniche.
Chi ha vissuto gli ultimi dieci anni nel settore delle grafica ha assistito a una decisa evoluzione nei sistemi software per il controllo dei file: nuove funzioni, possibilità di personalizzare i parametri, ampia offerta in termini di automazione dei flussi e, da ultimo, una netta apertura verso le problematiche legate alla gestione dei file per la pubblicazione su Web e sistemi mobile.
Nell’era della gestione centralizzata dei contenuti, da alcuni battezzata create-one/output-many, il controllo si è fuso con l’esigenza di intervenire sui file per riuscire a mantenere alti i livelli di produttività assegnando tutte le attività di conversione e ottimizzazione dei materiali a programmi specifici. In questo modo la risorsa umana, che è più costosa di un software, può essere impiegata in attività più remunerative rispetto alla mera conversione di file, lasciando all’azienda grafica un po’ più di margine sulle commesse di lavoro.
In questo senso vanno viste le ultime versioni dei sistemi di preflight: soluzioni che consentono all’azienda grafica, come ad altre realtà produttive dove c’è l’esigenza di gestire il controllo dei file, di eseguire in modo automatico operazioni ripetitive e, allo stesso tempo, articolate al fine di rilasciare file pronti all’utilizzo pianificato.
Per noi non esiste IL programma per eseguire preflight ma esistono diversi programmi che hanno una base comune (i controlli) e poi si differenziano per funzionalità aggiuntive più orientate alla gestione e ottimizzazione dei file. Non vogliamo qui dare un giudizio di valore, piuttosto pensiamo sia più utile ragionare in termini di flusso di lavorazione e mole di dati da processare; su queste basi si potrà privilegiare, con cognizione di causa, una soluzione piuttosto che l’altra.
Visto il costo contenuto delle soluzioni desktop, la strategia consigliata è quella di dotarsi di più soluzioni e di pianificarne l’utilizzo in base alle esigenze specifiche. In quest’ottica ecco che diventa strategica, ancora una volta, la risorsa umana, che può optare per la scelta migliore in base alla natura del file e dell’esigenza. Non bisogna mai dimenticare che l’investimento iniziale richiesto per acquisire e imparare a usare i programmi viene ampiamente recuperato, anche in breve tempo, in termini di produttività e velocità di esecuzione delle varie operazioni.
Il grado di adozione nelle aziende
I potenziali utilizzatori di sistemi di preflight sono tutte le aziende che producono e lavorano con i file digitali. Accanto alle aziende del comparto grafico troviamo anche realtà produttive che hanno la necessità di gestire grosse moli di documenti. Tra queste le aziende farmaceutiche sono senz’altro un caso eclatante come pure le industrie aereonautiche e più in generale quelle del comparto manifatturiero e del terziario.
È noto che dall’affermazione del Web la documentazione, a corredo di progetti e prodotti, viene declinata oltre che sulla carta, anche in digitale. Con la diffusione dei device mobili le esigenze si sono ampliate generando la richiesta di nuove tecniche per la gestione della qualità del contenuto e della struttura interna del formato del file. Soprattutto questo punto è importante perché strettamente legato al problema della dimensione del file, della capacità del motore di rendering di interpretare correttamente i dati al fine di visualizzarli correttamente.
Se pensiamo al ciclo di vita di una qualsiasi pubblicazione, non possiamo fare a meno di considerare la gestione dei «giri di bozza». Anche se sono realizzati in digitale con strumenti come il Webapproval, possono causare extra tempi di lavorazione che vanno a impattare soprattutto sull’ultimo anello della catena produttiva: la pubblicazione multicanale.
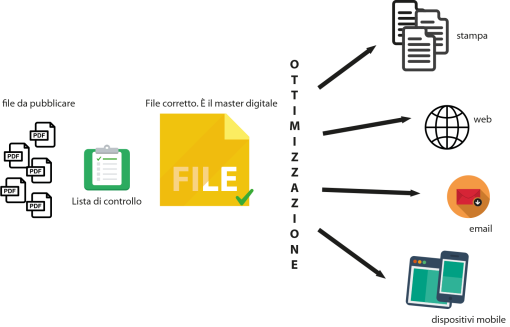
Proprio per aiutare a dipanare la matassa di questo problema, i sistemi di preflight sono dotati di azioni (porzioni di codice finalizzati a interventi ben precisi) in grado di intervenire in modo puntuale sugli elementi costituenti il file stesso in funzione dell’output richiesto. In altre parole una volta pronto il «master digitale» con i sistemi di preflight è possibile eseguire l’ottimizzazione verso tutti i canali di pubblicazione in modo automatico e veloce. «Per master digitale si intende la versione del file finale dal punto di vista dei contenuti e della struttura interna. Il master digitale è il punto di partenza per tutte le altre declinazioni (cartacee e digitali) finalizzate ai vari canali di pubblicazione.»
Il grado di adozione di questi sistemi è sempre più ampio; nelle aziende di W2P sono il mattone su cui poggia tutta l’architettura di gestione, ricezione e lavorazione dei file dei clienti, mentre nelle aziende grafiche sono uno dei metodi per anticipare e ridurre le problematiche che potrebbero risultare in stampa.
Anche la stampa di grande formato può trarre grande beneficio dal preflight soprattutto in ottica di ottimizzazione dei contenuti allo scopo di ridurre il volume di dati in transito sulla rete interna e di gestione del colore. File di natura fotografica predisposti per la riproduzione in formato 70×100 possono arrivare a pesare anche 1 Gigabyte se non opportunamente ottimizzati e questo genera in molte aziende un grave problema in termini di produttività.
Tutto il comparto del packaging, con le normative che regolano la rappresentazione tipografica dei componenti dei prodotti e degli allergeni per gli alimenti, sono utilizzatori di queste tecnologie che sono in grado di catturare errori spesso non visibili in modo semplice dall’occhio umano.
Non è azzardato attribuire ai sistemi di preflight una veste camaleontica: possono controllare ogni elemento di un file secondo parametri personalizzati, possono modificare la struttura interna del formato per renderlo comprensibile ai RIP e ai motori di rendering, consentono di ridurre l’occupazione di spazio, ottimizzano la resa qualitativa in funzione del canale di comunicazione, automatizzano azioni ripetitive, superano il problema umano del controllo a campione.
A cosa si applica
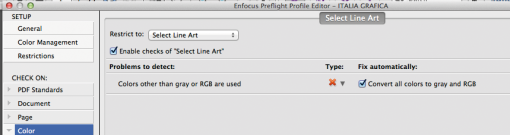
Molti pensano che il controllo si possa applicare solo ai file PDF. Niente di più falso. Chi è nel settore grafico da tempo, ricorderà Flightcheck della Markzware come uno dei programmi più diffusi per il preflight, in grado di operare anche sui file nativi. Col tempo anche InDesign e XPress hanno inserito al proprio interno il comando di verifica preliminare molto potente e versatile (figura 1). Oggi quindi è possibile costruire un proprio flusso di controllo andando a stabilire quando eseguirlo, su che formati e con l’applicativo più idoneo.
Non è infatti detto che un unico sistema possa adattarsi perfettamente a tutte le esigenze; è la competenza dell’operatore che guiderà l’azienda verso la scelta più opportuna.
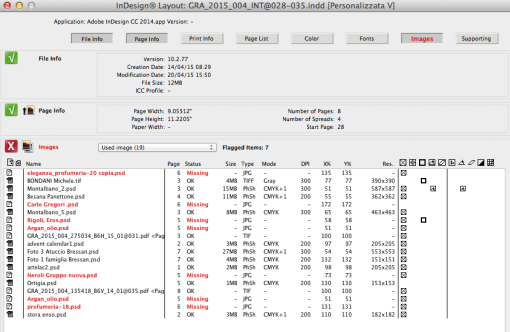
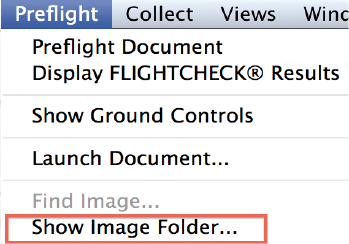
Per esempio, in fase di impaginazione con InDesign, la scelta migliore è utilizzare la Verifica Preliminare presente nel software. Nel caso di ricezione pacchetto di InDesign per eseguire il controllo del file senza doverlo aprire, attivare i font e agganciare le immagini, potrebbe essere più utile usare un software come FlightCheck che esegue il controllo senza richiedere l’apertura del file .ind e restituisce in forma compatta molte informazioni rilevanti.
Nel caso di file PDF sono a disposizione molti programmi, tra cui i più noti sono PitStop e PDFToolBox: da notare che quest’ultimo è anche presente all’interno di Acrobat Professional come funzione di Verifica preliminare. Dal punto di vista funzionale le due soluzioni sono simili e offrono più o meno le stesse funzioni. Quello che li distingue è l’interfaccia utente e la filosofia di utilizzo; da sempre il programma dell’Enfocus si è contraddistinto per una maggiore semplicità e, soprattutto per la presenza di un editor interno molto potente, ma a parte questo, i software dal punto di vista controllo&ottimizzazione del file sono comparabili.
È poi da considerare il fatto che tutti i più diffusi workflow di prestampa, come Apogee di Agfa o Prinergy di Kodak o Backstage di Esko, hanno preferito integrare al proprio interno una delle due tecnologie piuttosto che svilupparne una proprietaria.
Questo è un punto importante per due ragioni:
- le innovazioni apportare da Enfocus e Callas sono continue e seguono le richieste dell’utenza. Questo perché per le due aziende i prodotti di preflight sono strategici;
- anche se può sembrare strano a chi non è addentro alla problematica del controllo dei PDF, non sempre il preflight eseguito sullo stesso file ma con software diversi da lo stesso risultato! Questo non avviene con i controlli base, come la risoluzione delle immagini o la modalità colore degli oggetti contenuti, ma piuttosto con i check più evoluti, come la verifica della trasparenza, o la gestione della sovrastampa. In un flusso che prevede un controllo preliminare a livello desktop, con PitStop o Acrobat, e poi il check finale a livello di workflow di prestampa la possibilità di poter contare sullo stesso motore di preflight è una «carta» a favore che può evitare inutili rallentamenti produttivi dovuti a ripetuti controlli per riscontrare differenze di risultato.
Occhio alle norme ISO
ISO da tempo ha fatto del PDF un formato standard e ha emesso molteplici norme che ne regolano la struttura in funzione dell’utilizzo che si deve fare del file stesso.
Per la grafica gli standard più noti appartengono a due famiglie: PDF/X e PDF/A. Alle volte in ambiti produttivi capita di dover ricondurre il file PDF a uno di quegli standard. Ecco che anche in questi casi i software di preflight offrono un valido aiuto sotto più punti di vista: non richiedono conoscenze specifiche sulla norma, anche se sarebbe auspicabile, sono veloci e possono produrre diverse versioni a partire dallo stesso file.
Se le impostazioni proposte di default non sono adeguate, si possono personalizzare combinando le varie azioni già presenti nel software oppure creandone di nuove ad hoc (figura 2).
Dal controllo all’ottimizzazione
Abbiamo prima accennato al concetto «create-once/output many» che indica il processo di gestione dei contenuti in ottica multicanale. Alla base dovrebbe esserci un flusso in cui il contenuto è rappresentato con un linguaggio di markup e che prevede di agganciare diversi CSS a seconda del canale di pubblicazione.
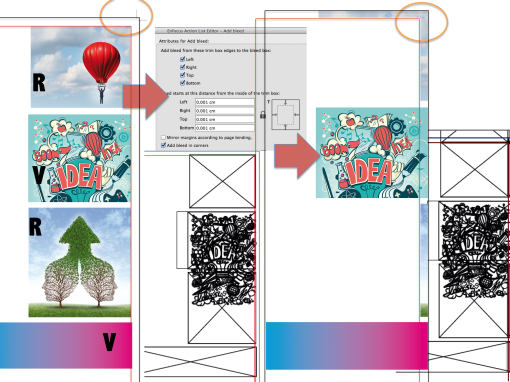
Poiché oggi la maggioranza dei contenuti non è ancora gestita in questo modo, il PDF è tuttora uno dei formati più utilizzati da editori e grandi industrie come punto di partenza per la produzione multicanale. Ecco allora che un contenuto prodotto per la stampa può poi migrare su altri media, senza alcun rifacimento sul file nativo, a patto che vengano adottati adeguati flussi di conversione denominati «flussi di ottimizzazione». Per molti software di preflight oggi molte delle nuove funzionalità vanno proprio in questo senso: oltre che verificare la correttezza del file possono intervenire sui contenuti per adattarli alle diverse esigenze del Web o dei tablet (figura 3).
Mediante il meccanismo degli hot-folder, cartelle del file system con cui i programmi possono interagire, i flussi multicanale possono funzionare in modo quasi automatico richiedendo l’intervento dell’operatore solo in caso di errori. Oltre a questa soluzione, di semplice implementazione e priva di costi extra poiché sfrutta comandi già presenti nel software, sono a disposizione le versioni server dei programmi. Sia PitStop che PDFToolbox hanno, oltre alla versione desktop, quella server che aggiunge alle funzioni base la parte di automatismi e, soprattutto, utilizza delle librerie software in grado di realizzare alcune operazioni molto velocemente. Questo si rende particolarmente evidente quando si fa usano funzioni come la conversione della trasparenza, la gestione colore e la trasformazione da PDF a formati raster. Le versioni desktop che funzionano all’interno di Acrobat per fare queste operazioni si appoggiano alle librerie interne del programma di Adobe mentre nella versione server usano propri algoritmi che risultano più performanti.
 Figura 2. È possibile convertire un file PDF in uno dei formati previsti da ISO scegliendo il comando più adeguato allo scopo. Le impostazioni di default possono essere modificate oppure si possono creare profili di conversione completamente nuovi.
Figura 2. È possibile convertire un file PDF in uno dei formati previsti da ISO scegliendo il comando più adeguato allo scopo. Le impostazioni di default possono essere modificate oppure si possono creare profili di conversione completamente nuovi.



PitstoP Professional
Chiamato il «coltellino svizzero» per il PDF, il programma della Enfocus è di fatto uno standard per l’editing e il controllo dei file. Stupisce che, a distanza di anni, l’azienda con sede a Ghent riesca a sfornare a ritmo serrato nuove release al cui interno l’utente trova sempre utili funzioni.
Grazie a una tecnica di ascolto del mercato e di condivisione di release in fase beta con un’ampia cerchia di utenti affezionati, Pitstop migliora sempre, di versione in versione.
È stato uno dei primi software a dotarsi di funzioni di ottimizzazione dei file integrando comandi specifici per la produzione multicanale. Anche la nuova release uscita ad aprile 2015 contiene novità sia per il mondo della stampa che per quello Web e mobile.
Le novità più importanti riguardano l’ampiamento dei comandi per la risoluzione dei problemi legati alla creazione dell’abbondanza, dove non sia stata opportunamente impostata dal grafico, e la possibilità di personalizzare i report che sono il mezzo con cui il software comunica all’utente i risultati del controllo.
Chi utilizza queste funzioni sa che più è sofisticato il controllo e più è lunga la fase di lettura del rapporto, soprattutto quando il file presenta molti problemi. Oltre questo non va dimenticato che la messaggistica, per gli errori e per gli avvertimenti, proposta dal software alle volte è macchinosa e non immediatamente comprensibile a chi non è un tecnico specializzato.
Per ovviare a questo problema la nuova versione di Pitstop oltre a consentire la personalizzazione del report permette di delimitare l’esecuzione di controlli e modifiche solo a specifici elementi del file. Il meccanismo per fare questo non è complesso e si basa su una lista di azioni, già fornite, che l’utente può utilizzare all’interno dei propri profili di controllo. Non si rischia di sbagliare affermando che qualsiasi parametro riconducibile a uno qualsiasi degli elementi del PDF (perché è sempre bene ricordare che il formato PDF è un contenitore di oggetti raster e vettoriali ndr), sia intercettabile, controllabile e manipolabile da PitStop. Ci sono innumerevoli comandi utili nella quotidiana produzione di documenti come l’azione per suddividere in automatico pagine affiancate, quella per individuare la presenza di pagine con differenti dimensioni e tutti i comandi per ridimensionare le pagine in funzione dell’output desiderato.
Combinando le azioni messe a disposizione dal software, l’operatore può costruire differenti profili di controllo e modifica, che consentono di raggiungere più velocemente l’obiettivo finale. Per questo è consigliabile non fermarsi alla superficie, utilizzando i comandi base e i profili preimpostati, ma investire in istruzione per sfruttare appieno le potenzialità offerte dal programma.




 Un nuovo pacchetto di servizi di progettazione tecnica e software destinato ai produttori di macchine da stampa inkjet, che aiuterà questi ultimi a introdurre prodotti sul mercato in tempi più brevi, risolvendo le problematiche inerenti allo sviluppo di nuove macchine, sarà presentato in occasione di drupa da Global Graphics Software.
Un nuovo pacchetto di servizi di progettazione tecnica e software destinato ai produttori di macchine da stampa inkjet, che aiuterà questi ultimi a introdurre prodotti sul mercato in tempi più brevi, risolvendo le problematiche inerenti allo sviluppo di nuove macchine, sarà presentato in occasione di drupa da Global Graphics Software.